

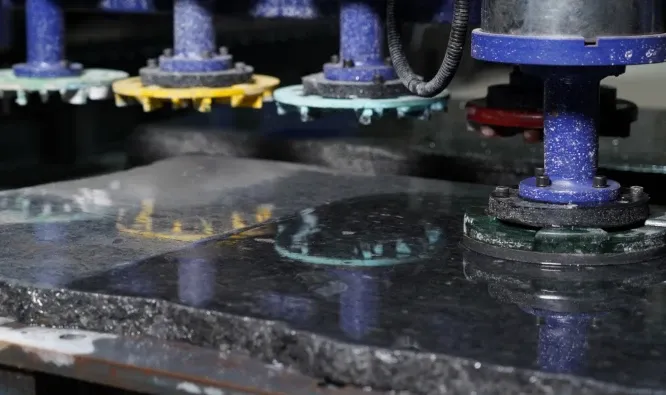
配置与系统
灵活选择 CNC 系统、电机功率与自动化程度,效率更高。
@2x.webp)
@2x.webp)
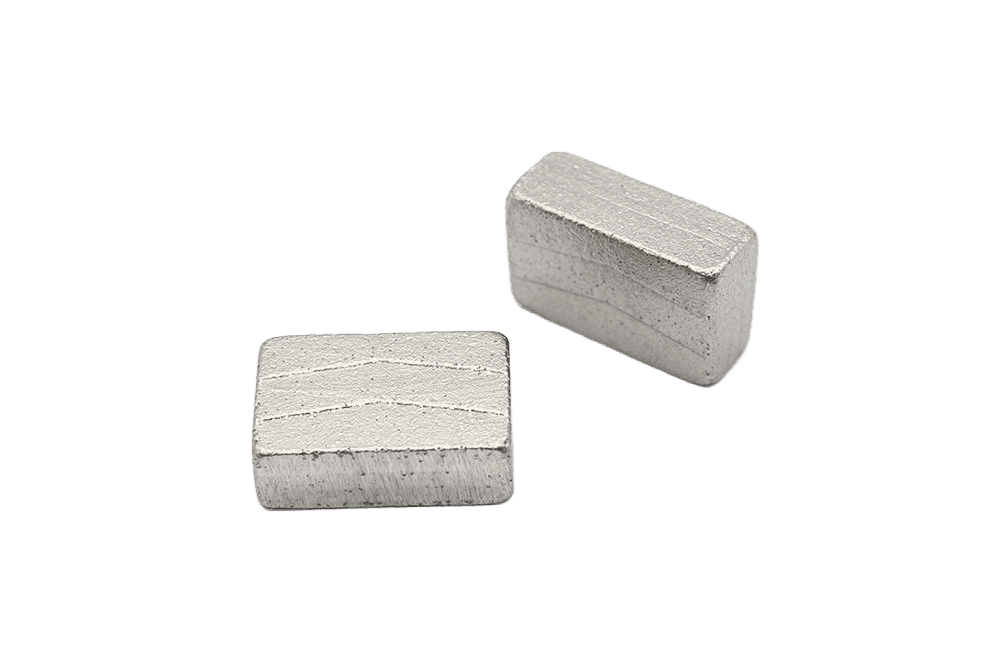


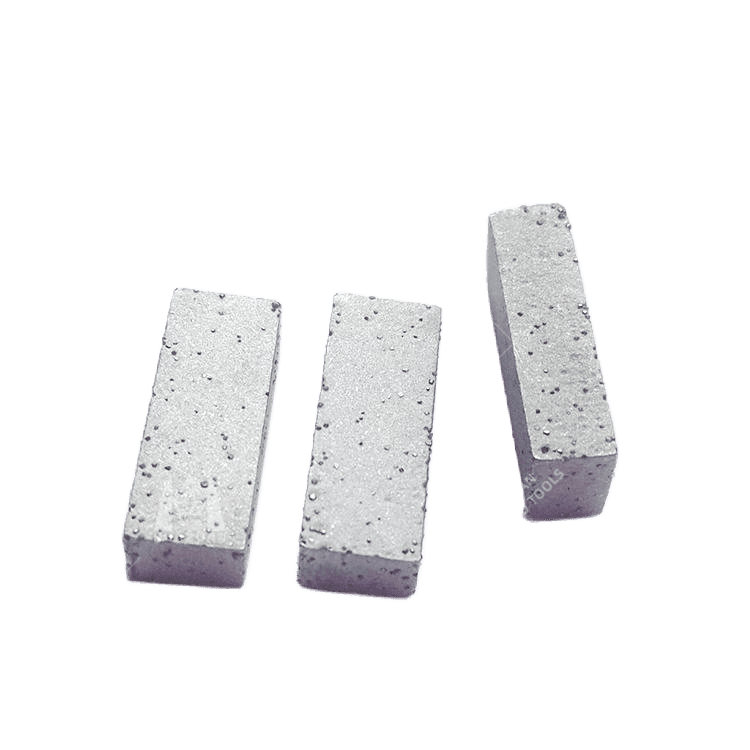

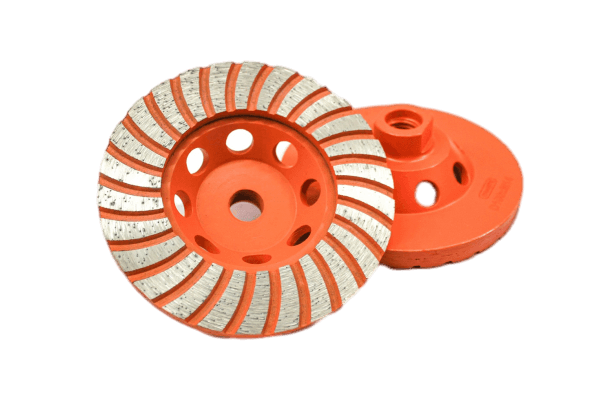
金刚石锯段是消耗件,可通过烧结或焊接附着在锯片、排锯或空心钻头上。选择合适的锯段类型,需结合结合剂硬度、金刚石粒度及锯段结构,以石材的莫氏硬度和磨蚀性为唯一依据,而非设备品牌。下表对比了大鲨鱼机械四类锯段的应用参数。
| 产品 | 结合剂 | 材料硬度(莫氏) | 湿/干切 | 适用设备 | 最佳场景 |
|---|---|---|---|---|---|
| 花岗岩金刚石锯段 | 烧结金属结合剂(硬结合) | 6–7(硬质:花岗岩、石英岩、玄武岩) | 湿切(必须) | 锯片切割机、桥切机、排锯 | 板材大批量加工厂,花岗岩锯片补齿,桥切机流水线 |
| 软石材大理石锯段 | 烧结金属结合剂(软/中结合) | 3–4(大理石、石灰石、洞石、玛瑙) | 湿切(优选) | 锯片切割机、组合大切 | 大理石板材工厂,连续大板切割,排锯补齿 |
| 软石材专用排锯金刚石锯段 | 烧结金属结合剂(软结合,铜基) | 3–5(大理石、石灰石、砂岩) | 湿切(必须) | 排锯架(组合大切) | 荒料开板,适合大批量大理石、石灰石加工 |
| 空心钻头金刚石锯段 | 烧结金属结合剂(按钻头直径匹配) | 4–7(花岗岩、大理石、混凝土、人造石) | 湿切(优选)/干切(限浅孔) | 空心钻机、手电钻、CNC钻孔设备 | 钻头补齿,工厂钻孔耗材,专用补货锯段 |
技术说明
结合剂硬度决定切削性能:硬石用软结合剂,能持续暴露新金刚石;软石用硬结合剂,确保金刚石持久锋利,避免钝化。匹配错误会导致锯段过快磨损及切割质量下降。大鲨鱼机械可根据石材类型、锯片直径及主轴转速定制最优配方。欢迎联系我们的技术团队。
选型只需依次锁定材料属性。无论新锯片采购还是补齿,均可按以下步骤:
大鲨鱼机械锯段按四种形式供货:成品锯片(激光焊)、散装锯段、工厂耗材大包、OEM定制批次。起订量与交期请提交年用量获取专属价格。



金刚石锯片与切割片的区别在于直径、基体厚度、锯段形式。锯片广泛用于桥切机、锯片切割机、水平组合大切等设备,对控制切割深度与缝宽有更高要求。下表对比大鲨鱼机械六款锯片的材料适应性及应用场景。
| 产品 | 结合剂/锯段类型 | 材料硬度(莫氏) | 湿/干切 | 适用设备 | 最佳场景 |
|---|---|---|---|---|---|
| 花岗岩金刚石锯片 | 激光焊烧结型,分段式 | 6–7 | 湿切 | 桥切机、锯片切割机、CNC | 花岗岩板材与台面切割,高速生产线适用 |
| 大理石金刚石锯片 | 烧结型,连续或细分段 | 3–4 | 湿切 | 桥切机、锯片切割机 | 大理石板材切割、装饰用砖加工、低震动精密切割 |
| 水平金刚石锯片 | 烧结型,大直径分段式 | 5–7 | 湿切 | 水平多片锯 | 荒料校方、路沿石切割、大尺寸花岗岩/大理石横切 |
| 岩板金刚石锯片 | 真空钎焊/超薄烧结 | 7–9(超硬陶瓷) | 湿切(必须,≥8L/分钟) | CNC桥切机、精密台锯 | Dekton、Neolith、Lapitec、岩板等,严格防崩边场合 |
| 石英专用金刚石锯片 | 电镀超薄锯片,控屑设计 | 6–7(石英复合+树脂) | 湿切(连续冷却) | CNC桥切机、台锯 | 人造石英台面切割,树脂表面无崩边 |
| 陶瓷金刚石锯片 | 烧结细砂型 | 7–8 | 湿切优选/干切(短时) | 瓷砖切割机、角磨机、桥切机 | 通体瓷砖、修边砖、精密陶瓷板材切割 |
锯片规格说明
锯片直径需与锯罩容量匹配,不得超过护罩80%。基体厚度直接影响切割缝宽,即材料损耗:3.0mm刀口按每日1000刀、每刀2400mm计算,日损失超7米石材。超薄锯片(2.0-2.5mm)可显著降低损耗,但需高刚性机架和稳定冷却。大鲨鱼机械所有锯片均标配匹配锯段,不建议混用他厂锯段,以确保配方兼容性。
科学选片,需先确定材料,其次设备,最后追求切面质量。材料判断错误,其余参数都无效。
桥切机、锯片切割机与CNC设备对内径、外径和功率要求不同。下单前请确认主轴孔径、最大锯片直径、设备功率。大鲨鱼机械技术团队可据具体机型免费推荐匹配锯片,凭样品或订单均可享此服务。
105-350mm

105-230mm/4.13"-9"
105-300mm/4.13"-12"
105-250mm/4.13"-10"

105-230mm/4.13"-9"
125-230mm/5"-9"
切割片主要用于角磨机及小型台锯(常见规格为100–230mm),与大尺寸锯片相比,片体更薄,设备更轻,便于携带。下表对比大鲨鱼机械六款切割片,按应用环境分类。
产品 | 刀头/边缘类型 | 适用硬度(莫氏) | 干切/湿切 | 推荐设备 | 最佳应用场景 |
|---|---|---|---|---|---|
混凝土及砌体专用分段式切割片 | 分段式边缘 | 4–6(混凝土、砖、砌块、石材) | 干切/湿切 | 角磨机、台锯、地面切割机 | 混凝土通用切割、拆除作业、砌体工程、工地施工 |
烧结连续涡轮切割片 | 涡轮连续边 | 5–7 | 干切/湿切 | 角磨机、手提切割机 | 花岗岩及硬质石材、快速切割、光滑断面 |
瓷砖专用烧结连续边切割片 | 连续光边 | 6–8 | 推荐湿切 | 切砖机、角磨机 | 瓷砖墙面、釉面砖、对断面质量要求高的脆性表层 |
超薄涡轮网状瓷砖切割片 | 超薄网状涡轮 | 7–8 | 推荐湿切 | 角磨机、切砖机 | 全瓷砖、超薄瓷砖(≤6mm)、高光洁无崩边场合 |
烧结斜口涡轮分段切割片 | 斜口涡轮分段式 | 5–7 | 干切/湿切 | 角磨机 | 花岗岩等硬质石材快速开料、狭窄部位杂质排出 |
T型分段切割片 | T形分段 | 4–6(混凝土、沥青) | 干切 | 角磨机、地面切割机 | 地坪切割、道路养护、沥青修补、重污染环境 |
切割片选择提示
选择片型,边缘结构为核心因素:分段式便于杂质排出但边缘较粗糙;连续边保证干净断面但须冷却,否则易发热崩边;涡轮边兼顾效率和光洁度。工地不易加水,优选分段或T型片实现干切。车间切砖、瓷砖推荐连续/超薄网状,务必冷却。
核查角磨机规格:片径(100mm、115mm、125mm、230mm常见)、转速(RPM)、是否能加水。大鲨鱼机械切割片均符合EN 13236安全标准。每片均标注最大安全转速,严禁超速,务必确保设备空载转速≤片上额定值。



金刚石绳锯为钢丝绳串珠结构,是大尺度石材开采及拆除首选利器。绳锯切缝极窄(0.5mm,绳径0.35mm),作业无震动,支持无限深度和形状切割。选型因素包括被切材料、设备类型及成品或拆除需求。
产品 | 珠粒结合方式 | 适用硬度(莫氏) | 干切/湿切 | 推荐设备 | 最佳应用场景 |
|---|---|---|---|---|---|
电镀/真空焊金刚石绳锯 | 电镀/真空焊 | 4-7(大理石、花岗岩、石灰石、人造石) | 湿切 | 绳锯机、手持绳锯 | 精密矿山异形、曲线切割、小半径加工 |
混凝土切割专用金刚石绳 | 烧结金属+钢珠 | 混凝土+钢筋 | 湿切 | 液压绳锯机 | 建筑拆除、桥梁、核电退役、钢筋混凝土切割 |
大理石专用金刚石绳锯 | 烧结软结合剂,珠粒分布细致 | 3-4 | 湿切 | 多线锯机、矿山绳锯机 | 大理石荒料切方、板材加工、矿山取料、珍稀石材超薄损(切口0.5mm) |
花岗岩专用金刚石绳锯 | 烧结硬结合剂,高浓度珠粒 | 6-7 | 湿切 | 多线锯机、矿山绳锯机 | 花岗岩台阶开采、荒料分割、潜孔钻孔—串线作业 |
绳锯选型提示
绳径、珠间距、结合剂硬度须与绳锯机飞轮及速度匹配。大鲨鱼机械可按机型定长配线配珠。多线锯(大鲨鱼机械及第三方)可配至0.35mm极细型号,专用于超薄板生产,不能与标准矿山绳互换。下单请注明设备型号及目标石种。
露天矿,先用潜孔钻(QKZ90系列Φ65–90mm孔)定位,孔径与大鲨鱼机械绳锯直径精准配套。整个作业链条(钻孔—穿绳—锯切)一站搞定,无间隙失配,提升物流和加工品质,不必为不同厂家产品匹配发愁。

Customizable
大鲨鱼机械只提供一套取芯钻头(石材干/湿钻头)产品线,涵盖多种直径和两种钻孔方式。下方表格不是型号对型号的对比,而是将不同应用场景匹配最佳参数——结合适用结合剂类型、钻孔方式和设备。
应用场景 | 材料类型 | 推荐结合剂 | 最佳方案 |
|---|---|---|---|
台面开孔(水槽、龙头、五金件) | 花岗岩、大理石、石英石、人造石 | 烧结型(硬石材)/ 树脂结合剂(软石材)—湿式 | 工厂批量生产;CNC钻孔机;对无崩边要求高 |
样品取芯、矿山导向孔 | 花岗岩、大理石、玄武岩、石灰岩 | 烧结型硬结合剂,高浓度金刚石 | 搭配潜孔钻机或龙门钻机,岩土取样 |
建筑钻孔(锚栓、电缆管道、暖通) | 钢筋混凝土、砌块、砖 | 烧结强化型,配钢珠对付钢筋 | 现场钻机、手持电钻,穿钢筋专用 |
玻璃及特殊材料钻孔 | 玻璃、瓷砖、陶瓷、石英石 | 电镀细砂/ 真空焊接 | CNC或台式钻机,低转速+连续供水 |
参数补充说明
钻头使用寿命随材料硬度和冷却条件波动极大:软石如大理石、石灰岩—工厂良好条件下单支最高达1200米;硬花岗岩一般200–500米。数据仅供参考。大鲨鱼机械支持回收翻新服务:旧钻头可返厂换割,性价比优于新头,适合大量大口径钻头长期使用的工厂用户。
钻头直径按需求孔径选,跟设备能力无关。常见规格:龙头孔35mm;厨盆起孔60mm;台面取芯50–100mm;矿山潜孔钻导向65–90mm;建筑圆柱最大600mm(龙门钻)。超过150mm需配台式或龙门钻,手电钻动力和稳定性均不足。




本类别涵盖石材表面及边缘加工常用的四大细分工序对应工具。内容按工序而非产品名分类,因为准确选型的关键——不仅看产品标签,更要理解其在工艺流程的具体环节。
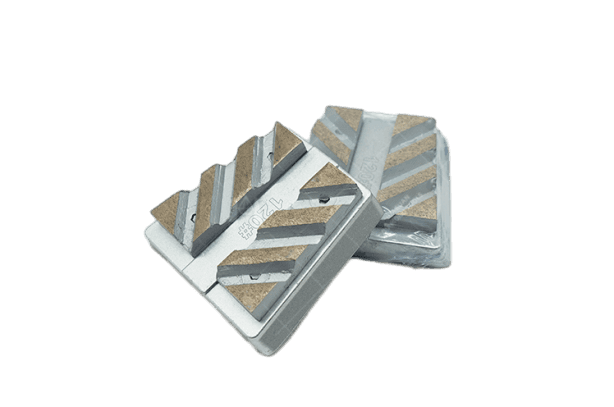
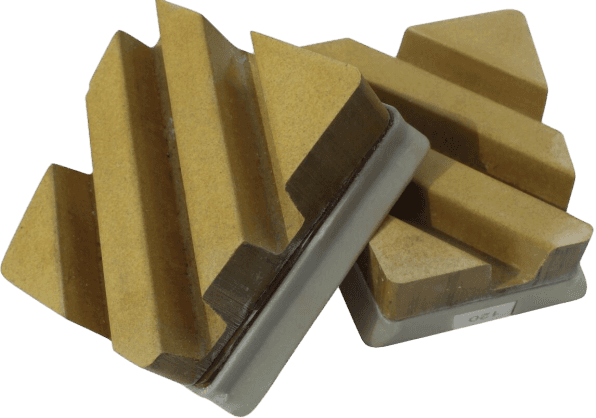
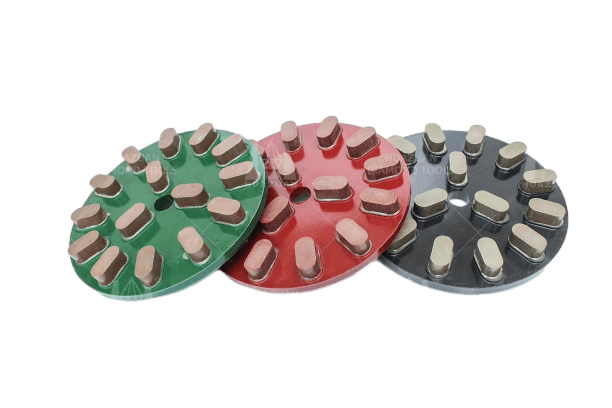
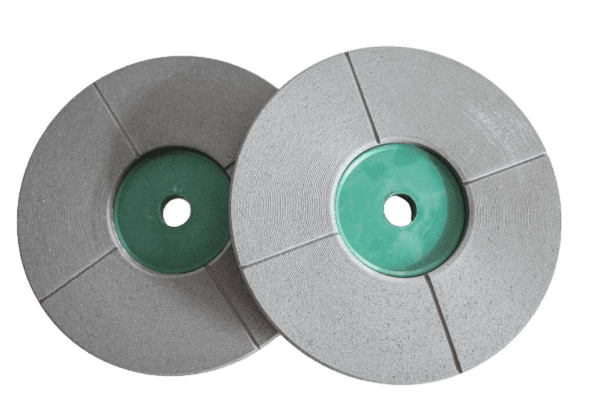
切割之后,表面磨削属于第一道工序——其核心是校正厚度,消除锯痕,为后续抛光做准备。主要应用于连续抛光线或单机型磨削作业。
产品 | 结合剂 | 粒度范围 | 干/湿 | 推荐机型 | 适用场景 |
|---|---|---|---|---|---|
金刚石碗磨 | 金属结合剂 | 16–120# | 干湿两用 | 角磨机、地坪机、倒角机 | 板材找平、地坪修复、边角倒角、环氧涂层清除 |
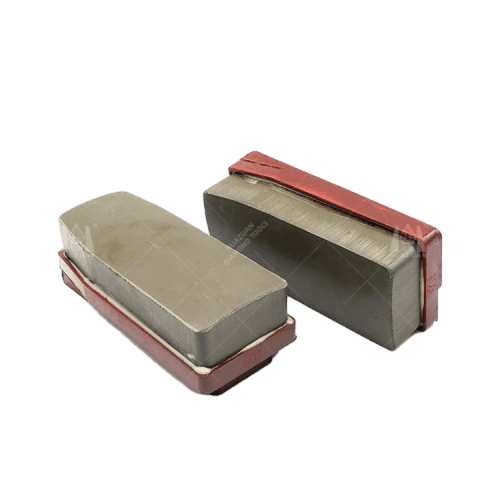
金属结合剂金刚石Fickert | 金属结合剂 | 24–120# | 湿磨 | 连续抛光线、自动定厚机 | 大批量板材定厚、花岗岩表面磨削、抛光前粗磨 |
树脂结合剂金刚石Fickert | 树脂结合剂 | 120–400# | 湿磨 | 连续抛光线 | 粗磨与抛光中间过渡、去除大理石/花岗岩板面细痕 |
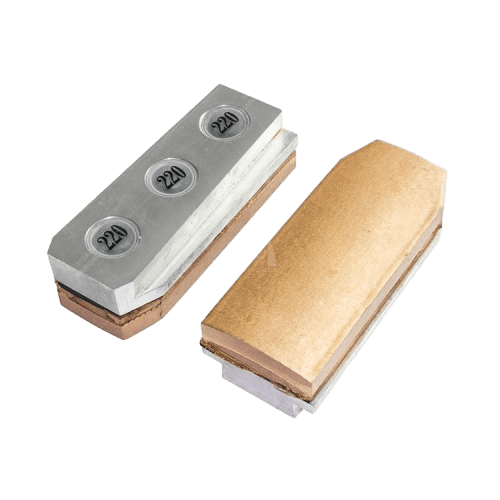
金属结合剂金刚石法兰克福 | 金属结合剂 | 24–80# | 湿磨 | 定厚抛光机 | 大理石/花岗岩定厚、抛光序列前厚度均化 |
菱镁砂/合成磨料 | 菱镁/合成材料 | 中细 | 湿磨 | 连续抛光线 | 大理石提亮、磨削与终抛光之间的中间工序 |
金属/树脂结合剂磨盘 | 金属或树脂结合剂 | 粗~中 | 干湿两用 | 角磨机、表面磨光机 | 平板磨削、表面缺陷去除、抛光前预磨 |
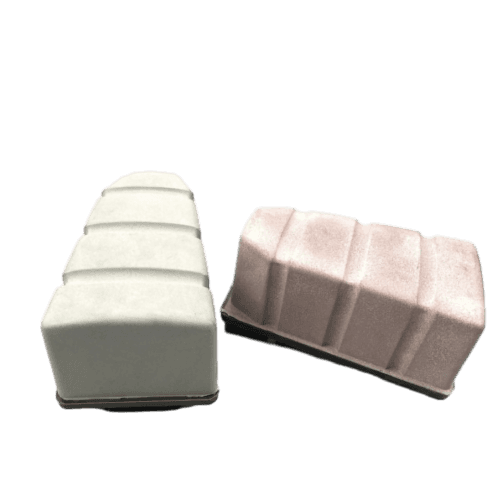
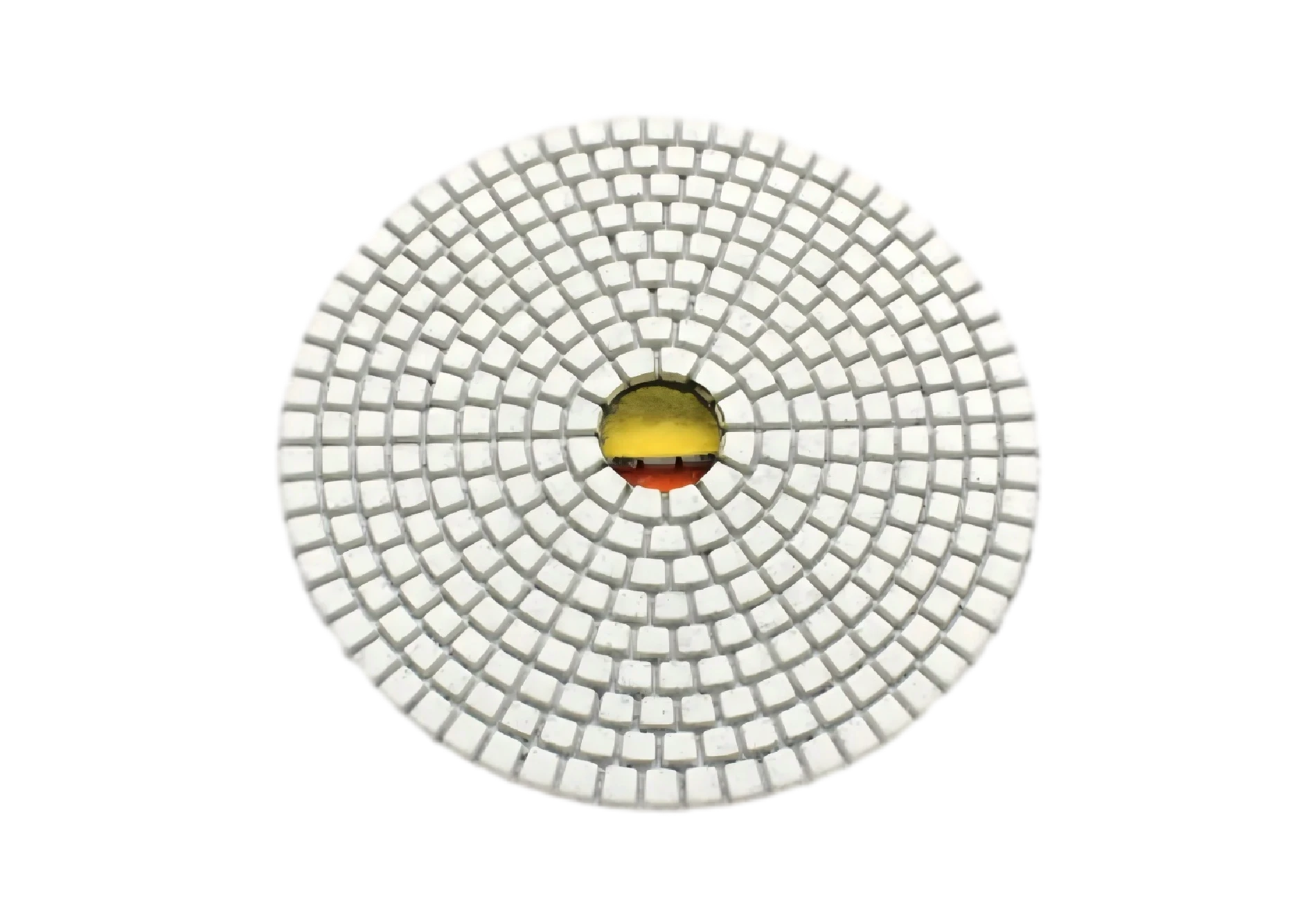
抛光须在系统的粒度梯度下完成,从粗到细逐步递进。花岗岩、大理石镜面效果常用7段式:50#、100#、200#、400#、800#、1500#、3000#+抛光垫。部分软石材、已预抛板材可采用3/5段简化流程。
产品 | 结合剂 | 粒度/流程 | 干/湿 | 推荐机型 | 适用场景 |
|---|---|---|---|---|---|
树脂结合剂金刚石抛光片 | 树脂结合剂 | 50–3000#+抛光垫 | 优选湿磨/可干磨 | 手抛机、自动抛光机、边抛机 | 花岗岩、大理石、石英全段抛光,7步镜面处理,边缘抛光 |
树脂结合剂金刚石法兰克福 | 树脂结合剂 | 200–3000# | 湿磨 | 连续抛光线、自动抛光机 | 大理石/石灰石最后两道抛光,软石提亮 |
抛光盘 | 树脂结合剂 | 400–3000# | 湿磨 | 手抛机、桥切机抛光头 | 表面提亮、纪念碑抛光、小件加工抛光 |
金刚石仿古拉丝刷 | 烧结软性 | 粗~中 | 湿磨 | 拉丝机、角磨机 | 花岗岩/大理石仿古皮革面、地面/墙面仿古处理 |
边缘成型工具实现成品的外观——厨卫台面圆边、欧式边、水滴边、倒角,以及台盆水池内孔等。适配数控铣床、边抛设备、角磨机。
产品 | 结合剂 | 加工材料 | 干/湿 | 推荐机型 | 适用场景 |
|---|---|---|---|---|---|
金刚石仿形轮 | 烧结/电镀 | 花岗岩、大理石、石英、瓷砖 | 湿磨 | 边抛机、数控铣床 | 台面圆边、欧式边、水滴边、生产线自动成型 |
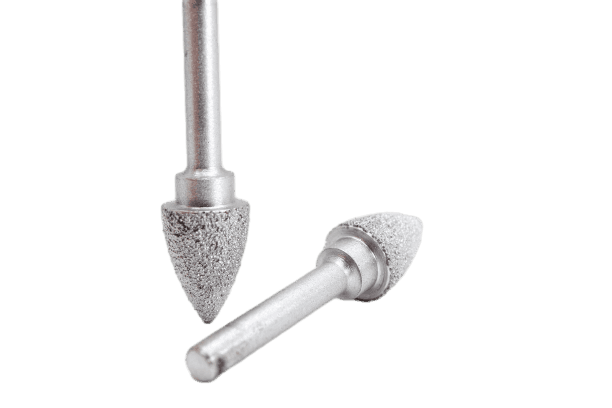
金刚石铣刀 | 烧结(硬石)/电镀(软石) | 花岗岩、大理石、石英、玻璃、瓷砖 | 湿磨 | 数控铣床、边抛机、角磨机 | 异形边修型、对缝修整、开槽、花岗岩使用寿命 50 倍于硬质合金 |
CNC 水池弧边滚轮 | 烧结 | 花岗岩、大理石、人造石 | 湿磨 | 数控桥切机、数控铣床 | 水池孔成型、台面开孔预成型、数控自动加工 |
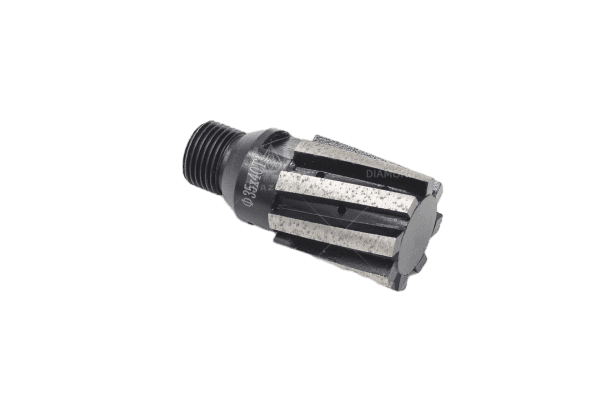
内切割金刚石指形钻 | 烧结 | 花岗岩、大理石、石英、瓷砖 | 湿磨 | 数控铣床、桥切机 | 龙头孔内圆角、倒角切割、替代硬石工件拉花锯作业 |
雕刻刀具专为CNC雕刻机定制,适合碑文、浮雕、平面/三维花纹、定制工艺。不同结合剂——花岗岩优选烧结,大理石推荐电镀——直接关系雕刻细腻度与刀具寿命。
产品 | 结合剂 | 加工材料 | 干/湿 | 推荐机型 | 适用场景 |
|---|---|---|---|---|---|
CNC金刚石雕刻刀 | 烧结精细/电镀 | 花岗岩、大理石、石灰石、瓷砖 | 干/湿 | CNC雕刻机 | 碑文刻字、浮雕、2D/3D花纹、纪念碑雕刻 |
金刚石铣刀 | 电镀精细 | 大理石、石灰石、软石 | 干/湿 | 数控铣床、雕刻机 | 细字凹槽、建筑装饰细部、软石雕塑处理 |
选用合适的工具,需结合当前加工工序、石材类型,以及所用设备。下表为常见工艺与工具对应速查。详细选型逻辑见各分流程说明。
| 加工工序 | 推荐工具 | 关键参数 |
|---|---|---|
| 大板表面找平、定厚 | 金属结合剂Fickert或Frankfurt →树脂结合剂Fickert | 24-80目起步,逐级细化至200-400目后,再进入抛光工序 |
| 板材高光镜面抛光 | 金刚石抛光片——七步树脂片系统(50#→3000#+抛光片) | 全程湿抛,保持转速稳定,按磨片顺序逐步提升细度 |
| 仿古/皮革面纹理处理 | 金刚石仿古拉丝刷 | 粗目,干湿皆可,全程均匀受力 |
| 台面倒角造型(圆边、波浪边、斜边) | 金刚石仿形轮或铣刀头 | 结合剂需匹配石材硬度:花岗岩/石英石选烧结, 大理石选钎焊 |
| 异形切割(CNC台盆孔) | 开孔指形钻→外形修整用圆柱轮→边缘轮廓造型用铣刀头 | 一套工序CNC完成,全程湿切 |
| 墓碑刻字、2D/3D雕刻 | 金刚石雕刻头(CNC雕刻机) | 大理石用细目钎焊,花岗岩用烧结,确保进给速度可控 |
| 地坪混凝土研磨、涂层处理 | 金刚石碗磨(T型适合去涂层,双排适合找平) | 金属结合剂,干湿均可,砂号需匹配混凝土强度 |
大鲨鱼机械研磨抛光工具广泛采用魔术贴或标准M14牙接口。自动抛光线需确认机器的磨头数量、磨座尺寸。CNC雕刻/铣削工具需确认主轴锥度、夹持直径(雕刻头常见6mm/8mm),以及最大转速。大鲨鱼机械所有工具均在自有设备及主流第三方设备兼容测试。如不确定,可向我们索取“设备品牌/型号/兼容参数清单”。
大鲨鱼机械自有两大生产基地,分别专注于石材机械和金刚石工具。机械和刀具开发工程师协同工作,联动优化切割参数。OEM圆盘锯片厂、工具分销商、规模化石材加工厂可直接连线采购。
无论新建还是扩建石材加工线,大鲨鱼机械可提供全流程工序所需的配套工具参数,一次对接涵盖切割、磨边、抛光、钻孔,大幅减少多供应商沟通成本。
灵活选择 CNC 系统、电机功率与自动化程度,效率更高。
机架、轨道、切割厚度可按您的厂房及板材尺寸调节。
私有标签服务(含机身色彩与Logo UI界面定制)
 中文
中文您好 👋 需要什么帮助?




 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어
