















Specifiche & sistemi
Selezionate i sistemi CNC, la potenza motore e i livelli di automazione preferiti per la massima efficienza.
Orari di apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
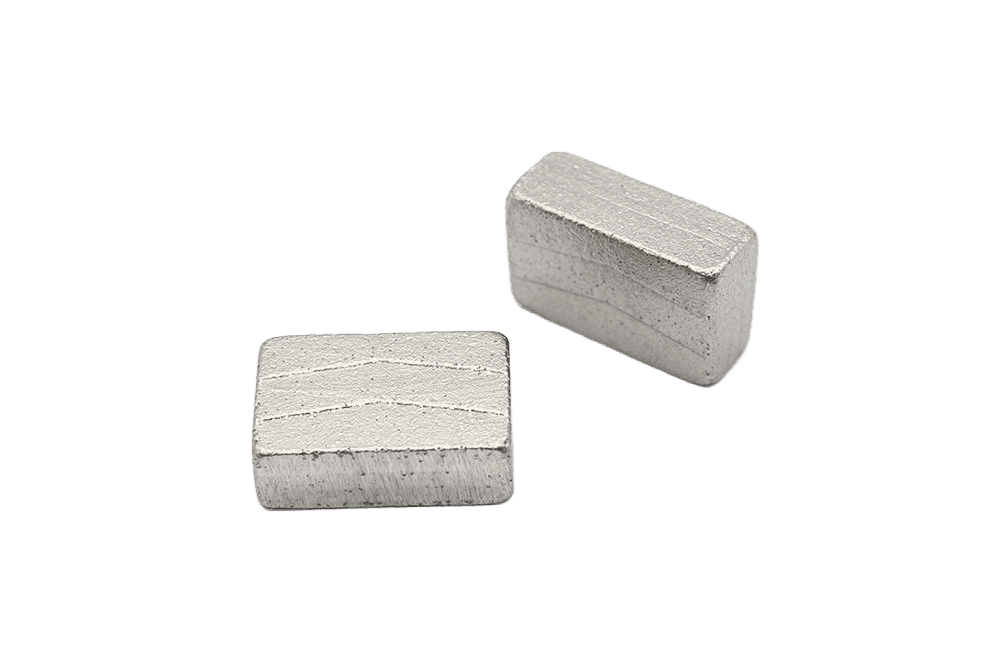
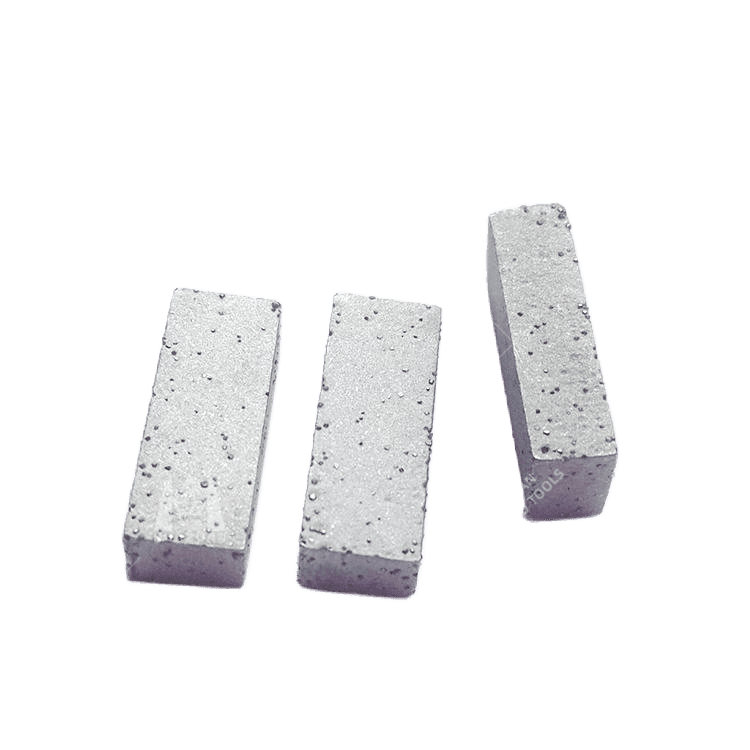
I settori diamantati rappresentano gli elementi di consumo utilizzati per il taglio, sinterizzati o saldati su dischi, telai e carotatori. La corretta specifica — durezze della lega, granulometria del diamante e profilo del settore — dipende dalla durezza Mohs e dall'abrasività della pietra, indipendentemente dalla marca della macchina. La tabella seguente confronta le quattro tipologie di settore proposte da Dinosaw in base ai parametri applicativi.
Prodotto | Tipo di lega | Durezza materiale (Mohs) | Secco/Umi-do | Macchinario consigliato | Scenario ideale |
|---|---|---|---|---|---|
Settore diamantato per granito | Lega metallica sinterizzata (matrice dura) | 6–7 (duri: granito, quarzite, basalto) | Umido (obbligatorio) | macchina per il taglio della pietra, fresa a ponte, telaio | Produzione lastre ad alta resa; riargentatura dischi per granito; linea produzione con fresa a ponte |
Settore per marmo e pietre tenere | Lega metallica sinterizzata (matrice morbida/media) | 3–4 (marmo, calcare, travertino, onice) | Umido (preferibile) | macchina per il taglio della pietra, tagliablocchi multilama | Impianto lastre marmo; taglio continuo grande formato; riargentatura telaio |
Settore diamantato per telaio su pietre tenere | Lega metallica sinterizzata (matrice morbida base rame) | 3–5 (marmo, calcare, arenaria) | Umido (obbligatorio) | Telaio multilama | Produzione lastre da blocco; lavorazioni intensive marmo/calcare |
Settore diamantato per carotatore | Lega metallica sinterizzata (abbinata al diametro) | 4–7 (granito, marmo, calcestruzzo, pietra artificiale) | Umido (preferibile) / Secco (solo tagli superficiali) | Carotatrice, trapano manuale, CNC per foratura | Riargentatura carotatori; consumo in produzione su macchine industriali; ricambi settori |
Note tecniche sulla specifica
La durezza della lega rappresenta il parametro principale: una lega morbida su pietre dure consente un’esposizione continua dei diamanti; una lega dura su pietre tenere trattiene il diamante fino alla lucidatura. Un abbinamento errato tra lega e materiale è la causa più frequente di consumo precoce e bassa qualità di taglio. Dinosaw fornisce settori con formulazioni personalizzate — per specifiche su misura, contattare l’ufficio tecnico indicando tipologia pietra, diametro disco e numero giri macchina.
La scelta del settore segue una logica semplice: prima il materiale. Il processo seguito risulta valido sia per la specifica di un nuovo ordine sia per la riargentatura.
I settori Dinosaw vengono forniti in quattro formati: disco completo con settori laser saldati, settori sciolti per riargentatura in campo, confezioni industriali per programmi di consumo continuo, lotti personalizzati per produttori OEM. Quantità minime e tempi di consegna variano per formato — per preventivi specifici indicare il consumo annuo previsto.
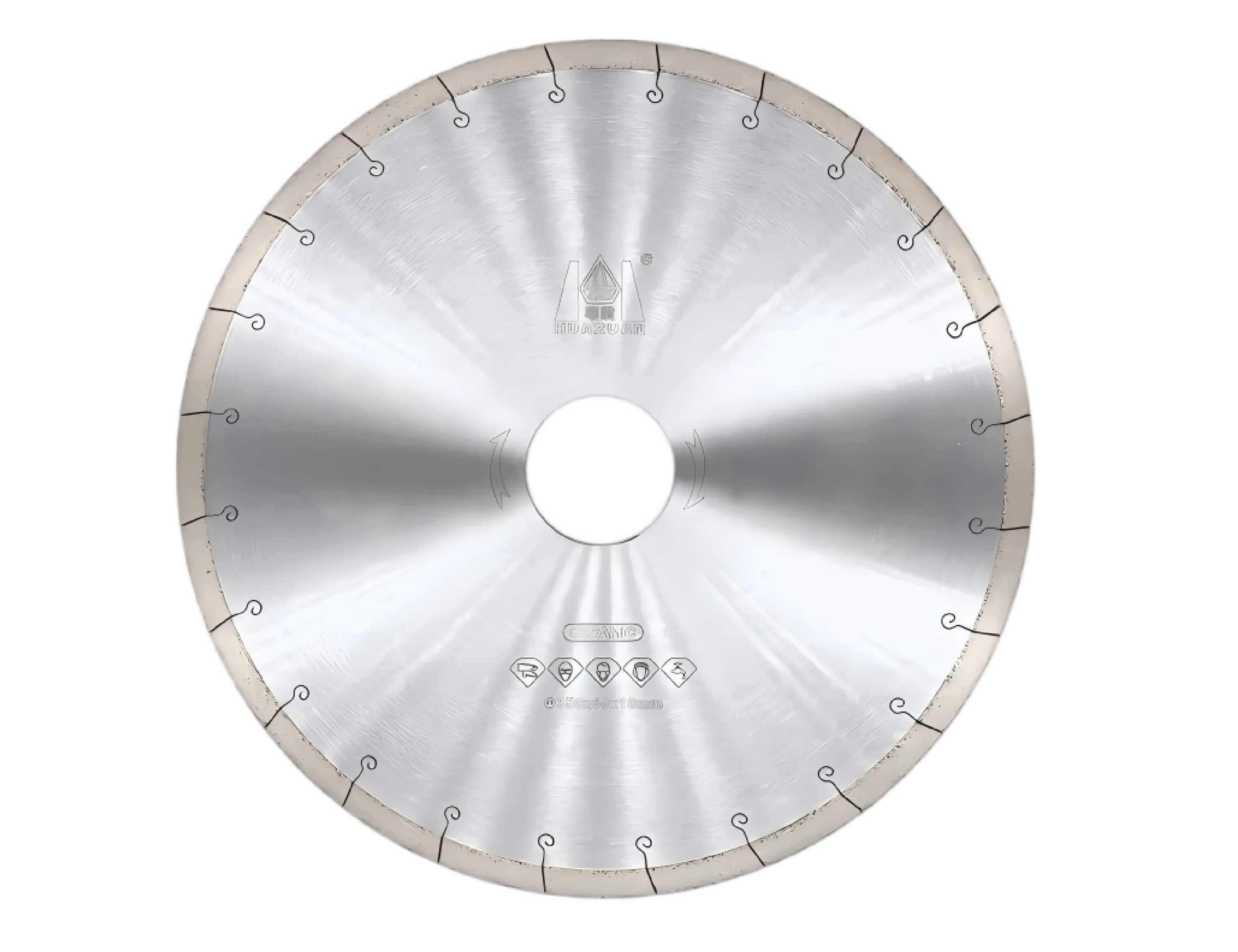
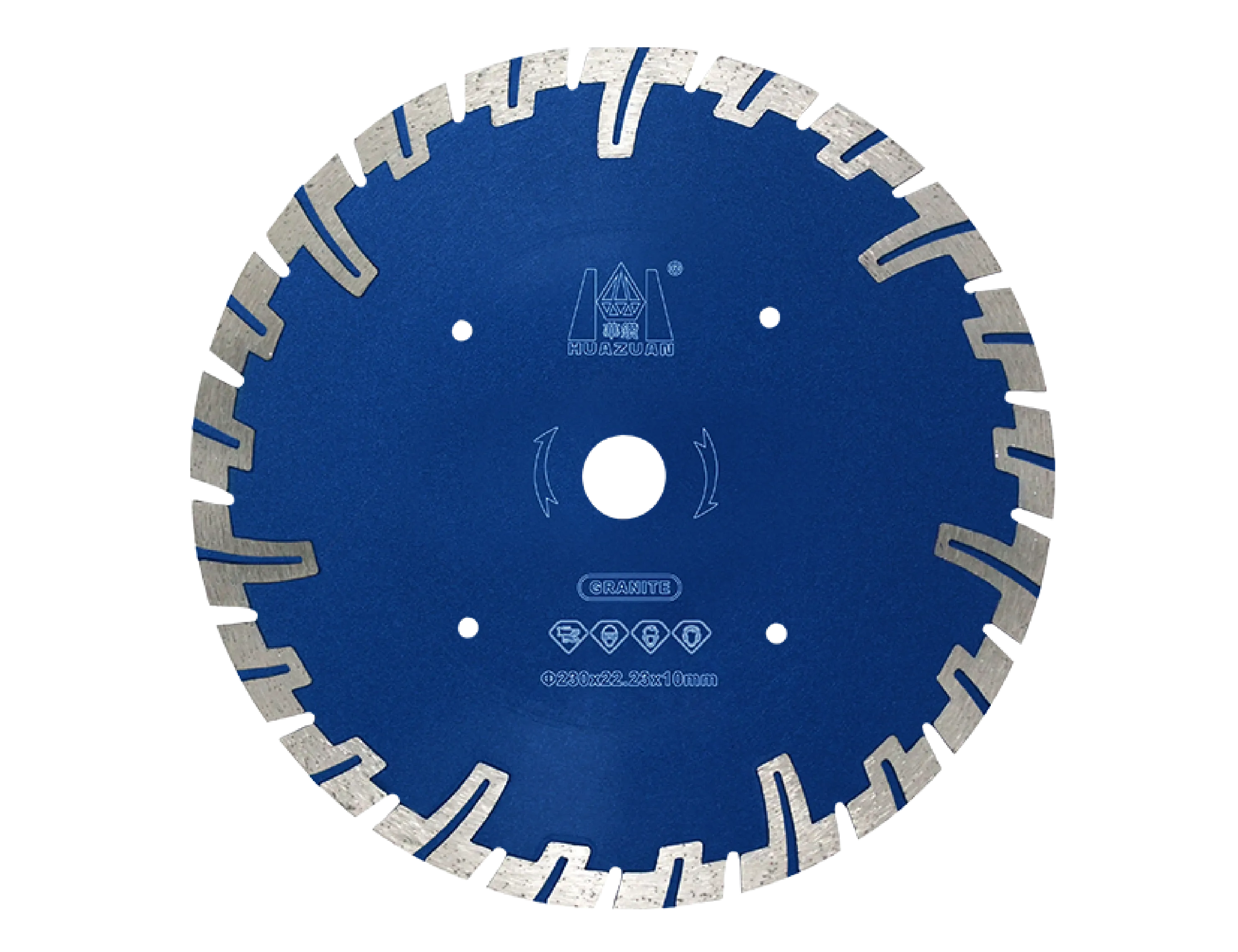
I dischi diamantati si differenziano dai comuni dischi taglio per diametro, spessore anima e disegno del settore. Sono utilizzati principalmente su fresa a ponte, macchina per il taglio della pietra e multilama orizzontale, ove siano essenziali precisione di profondità e costanza dell’apertura di taglio. In tabella sono confrontati sei modelli forniti da Dinosaw per materiale e applicazione.
Prodotto | Tipo settore/lega | Durezza materiale (Mohs) | Secco/Umido | Macchinario consigliato | Scenario ideale |
|---|---|---|---|---|---|
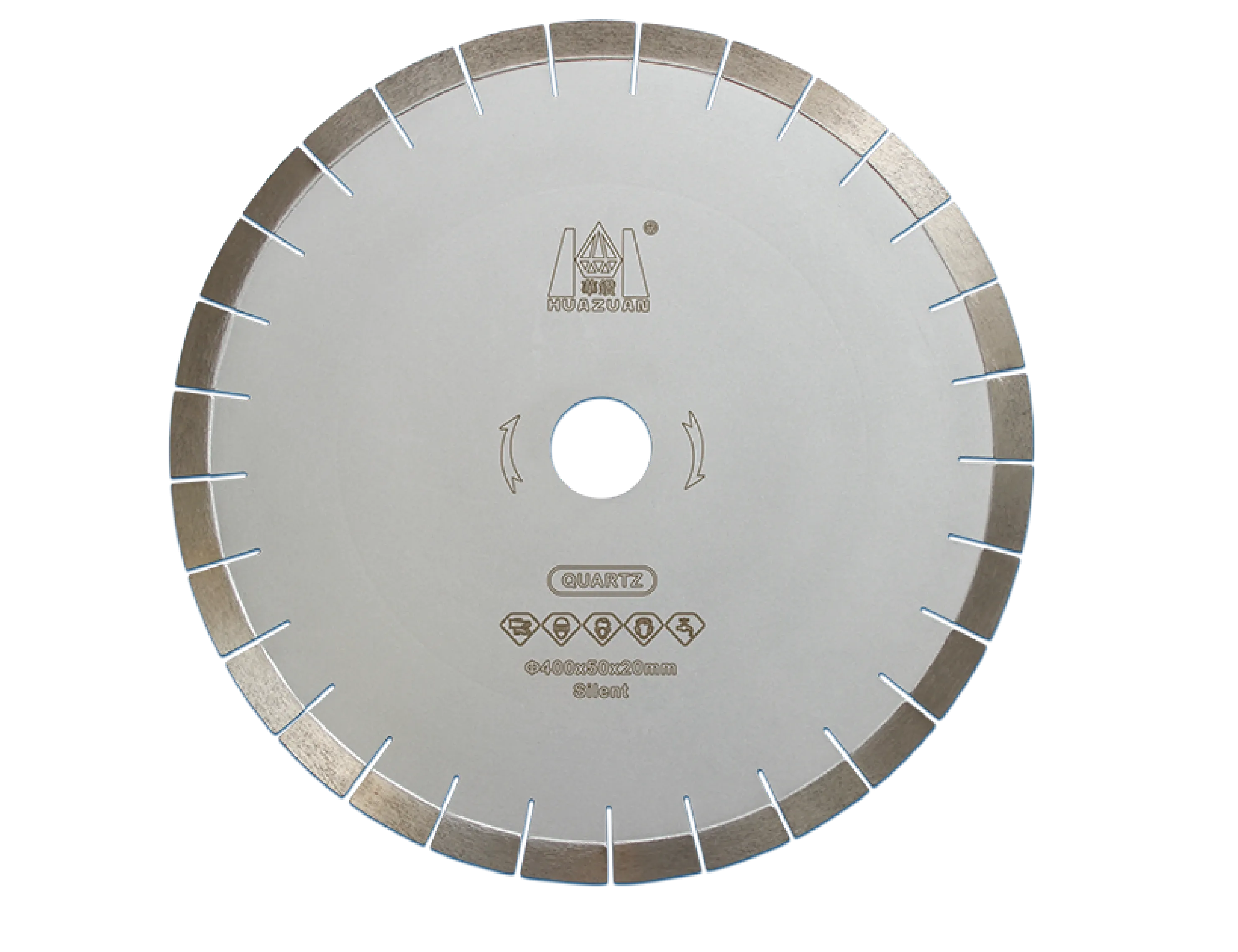
Disco diamantato per granito | Sinterizzato saldatura laser; segmento alternato | 6–7 | Umido | Fresa a ponte, macchina per il taglio della pietra, CNC | Taglio lastre & piastrelle in granito; lavorazione top cucina; linee produttive ad avanzamento elevato |
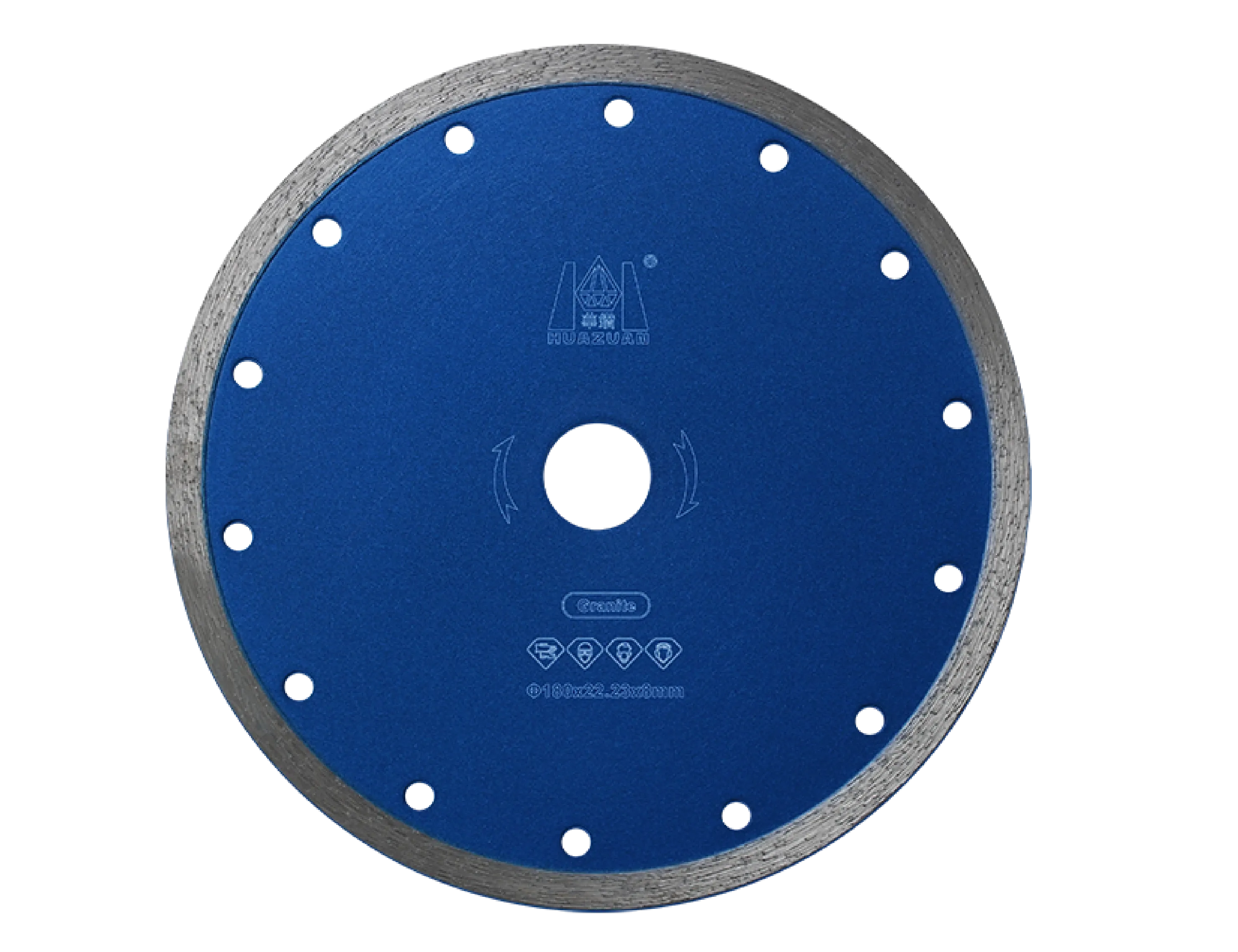
Disco diamantato per marmo | Sinterizzato; segmento continuo o fine | 3–4 | Umido | Fresa a ponte, macchina per il taglio della pietra | Taglio lastre marmo; lavorazioni decorative su piastrelle; taglio di precisione a bassa vibrazione |
Disco diamantato orizzontale | Sinterizzato; grande diametro, segmento alternato | 5–7 | Umido | Multilama orizzontale | Squadratura blocchi; taglio cordoli; sezionatura orizzontale grande formato per granito e marmo |
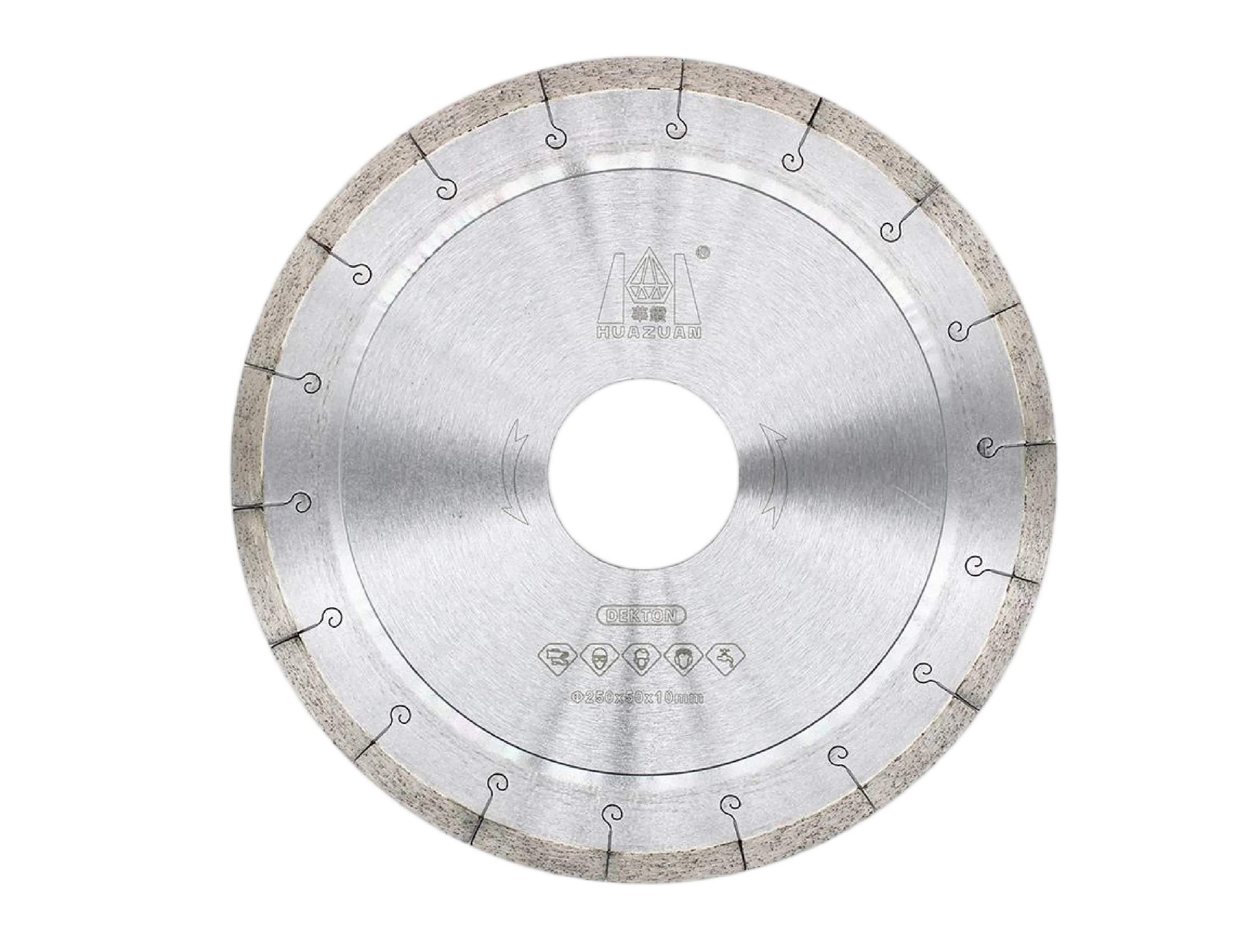
Disco diamantato per Dekton & pietre sinterizzate | Brazing sottovuoto / sinterizzato sottile | 7–9 (gres porcellanato sinterizzato ultra-duro) | Umido obbligatorio (≥8 L/min) | Fresa a ponte CNC, sega da banco di precisione | Pannelli Dekton, Neolith, Lapitec, gres porcellanato sinterizzato; fondamentale evitare scheggiature sui bordi |
Disco diamantato per quarzo | Galvanico sottile; controllo schegge | 6–7 (composito quarzo + resina) | Umido (raffreddamento continuo) | Fresa a ponte CNC, sega da banco | Taglio top cucina quarzo; bordo privo di scheggiature su superfici legate a resina |
Disco diamantato sinterizzato per ceramica & gres porcellanato | Sinterizzato a grana fine | 7–8 | Umido preferibile / Secco (brevi tratti) | Tagliapiastrelle, smerigliatrice, fresa a ponte | Gres porcellanato a tutta massa; piastrelle rettificate; taglio di precisione di pannelli ceramici architettonici |
Note tecniche sulla specifica dischi
Il diametro del disco deve essere conforme alla capacità della cuffia di protezione — non superare mai l’80% della circonferenza protetta. Lo spessore anima incide direttamente sull’ampiezza del taglio e quindi sullo scarto materiale: una fessura da 3,0 mm in 1000 tagli/giorno su disco da 2400 mm equivale a oltre 7 metri lineari persi come polvere. I dischi a taglio sottile (2,0–2,5 mm) recuperano questo scarto ma richiedono rigidità meccanica superiore e raffreddamento costante. Tutti i dischi forniti da Dinosaw hanno settori corrispondenti alla specifica — non sostituire i settori con pezzi di altri produttori senza verifica della compatibilità della lega.
La corretta selezione del disco dipende da tre variabili, in ordine: materiale da tagliare, macchina utilizzata, qualità richiesta del taglio. Una valutazione errata del primo parametro rende inattendibili anche gli altri due.
Ogni modello (fresa a ponte, macchina per il taglio della pietra, CNC banco) richiede diametri anima e fori differenti. Prima di ordinare, verificare attacco mandrino, diametro massimo e potenza motore. L’ufficio tecnico di Dinosaw può fornire corrispondenza modello-macchina/disco su richiesta, inclusa nelle offerte prova/campione senza costi aggiuntivi.
Le lame da taglio sono utensili nel formato smerigliatrice angolare e piccola sega da banco (tipicamente diametro 100–230 mm), distinte dalle lame da sega di maggiori dimensioni per il profilo più sottile, macchine più leggere e maggiore portabilità. La tabella confronta sei prodotti Dinosaw per applicazione e ambiente d’uso.
Prodotto | Stile bordo/segmento | Durezza materiale (Mohs) | Secco/Umido | Macchina consigliata | Scenario ottimale |
|---|---|---|---|---|---|
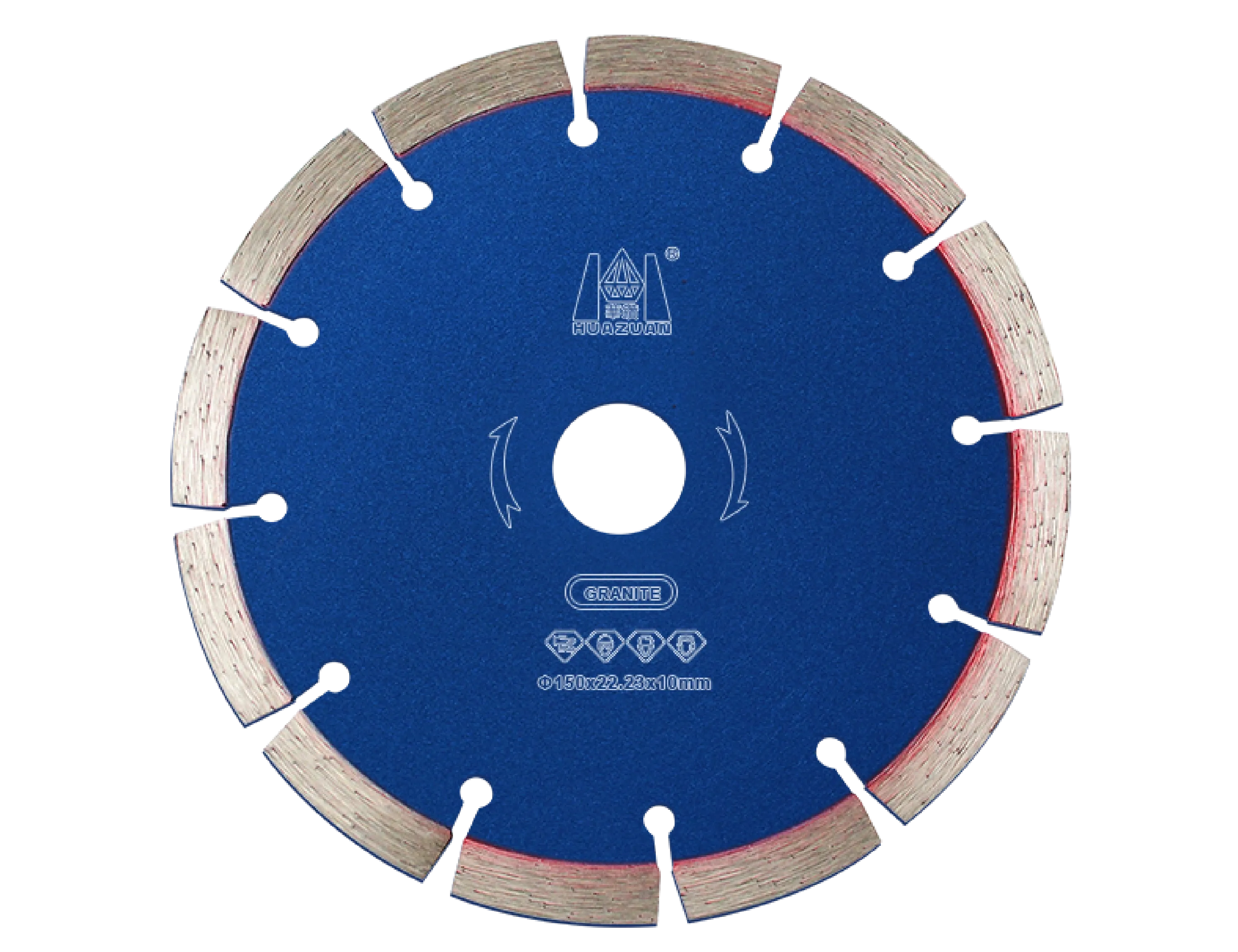
Disco segmentato per calcestruzzo e muratura | Bordo segmentato | 4–6 (calcestruzzo, mattoni, blocchi, pietra) | Secco o umido | Smerigliatrice angolare, sega da banco, sega da pavimento | Taglio calcestruzzo generico, demolizione, blocchi da muratura, impiego in cantiere |
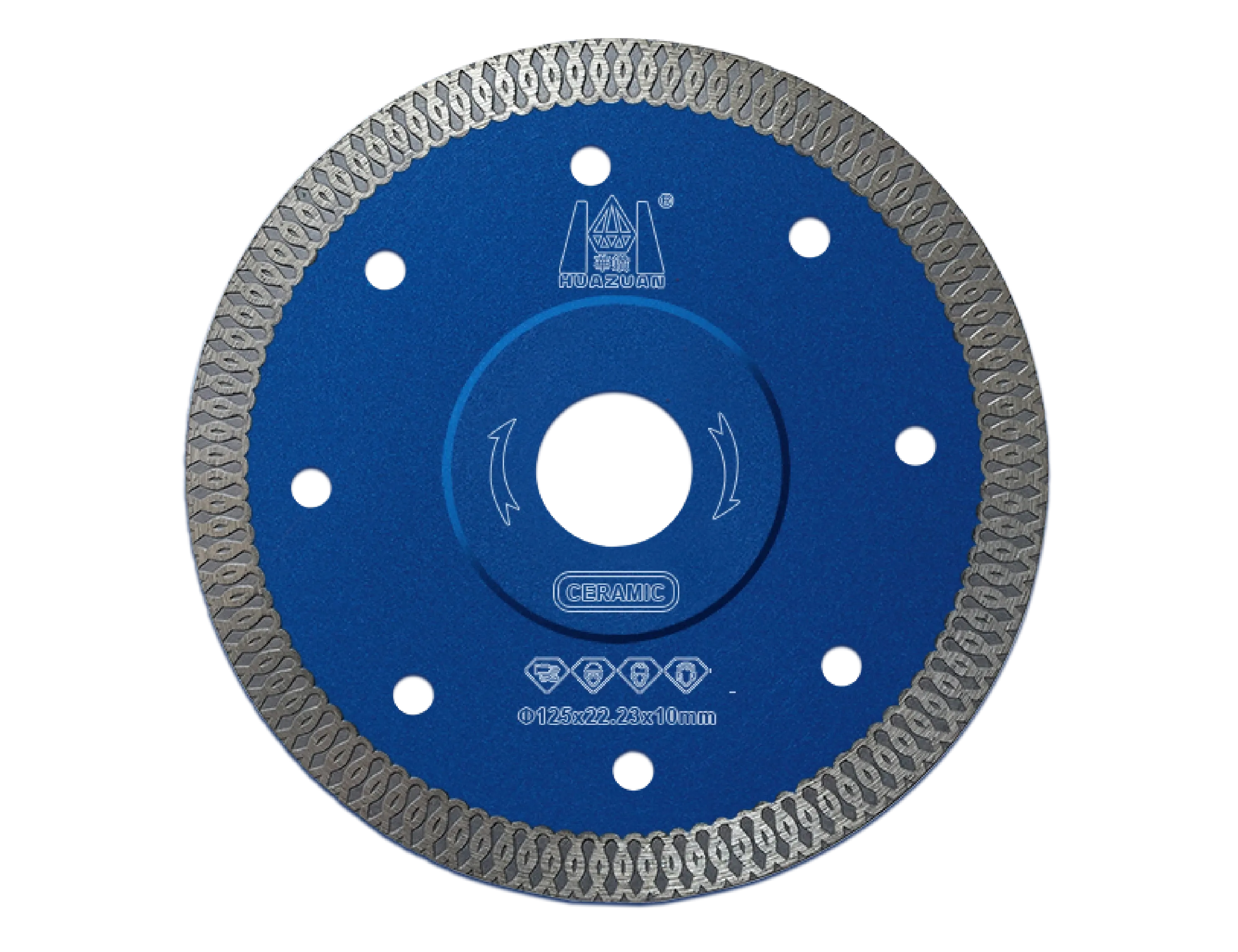
Disco turbo continuo sinterizzato | Turbo bordo continuo | 5–7 | Secco o umido | Smerigliatrice angolare, sega manuale | Piastrelle in granito e pietre dure, taglio rapido con finitura liscia |
Disco a bordo continuo sinterizzato per piastrelle | Bordo continuo liscio | 6–8 | Umido (preferibile) | Sega per piastrelle, smerigliatrice angolare | Piastrelle da rivestimento, superfici smaltate, materiali sensibili alla scheggiatura dove è necessario un bordo netto |
Disco turbo mesh ultra-sottile per gres porcellanato | Turbo mesh ultra-sottile | 7–8 | Umido (preferibile) | Smerigliatrice angolare, sega per piastrelle | Gres porcellanato tecnico, piastrelle sottili (≤6 mm), quando è fondamentale un bordo senza scheggiature |
Disco turbo segmentato inclinato sinterizzato | Segmentato turbo inclinato | 5–7 | Secco o umido | Smerigliatrice angolare | Rimozione rapida di materiale su granito, pietre dure, evacuazione residui in tagli ristretti |
Disco segmentato tipo T | Segmento a T | 4–6 (calcestruzzo, asfalto) | Secco | Smerigliatrice angolare, sega da pavimento | Taglio di pavimentazioni in calcestruzzo, lavori stradali, riparazione di asfalto, ambienti con molti detriti |
Note tecniche sulla selezione delle lame
Il criterio principale tra le lame è il profilo del bordo: bordi segmentati espellono aggressivamente i residui lasciando una finitura più grezza; i bordi continui producono tagli puliti e senza scheggiature ma richiedono raffreddamento ad acqua per evitare surriscaldamento; i bordi turbo bilanciano entrambe le esigenze. In cantiere, dove il raffreddamento ad acqua non è possibile, i dischi segmentati e T-segment supportano il taglio a secco. In laboratorio per piastrelle e gres porcellanato, si raccomanda sempre bordo continuo o mesh ultra-sottile con acqua.
È necessario verificare il diametro massimo della lama (100 mm, 115 mm, 125 mm, 230 mm sono standard), la velocità massima (RPM) e la presenza di attacco per il flusso acqua. Tutte le lame Dinosaw sono conformi alla normativa di sicurezza EN 13236. La velocità massima è indicata su ogni lama: non superare tale valore e accertarsi che il valore RPM della lama superi sempre i giri/minuto della smerigliatrice a vuoto.
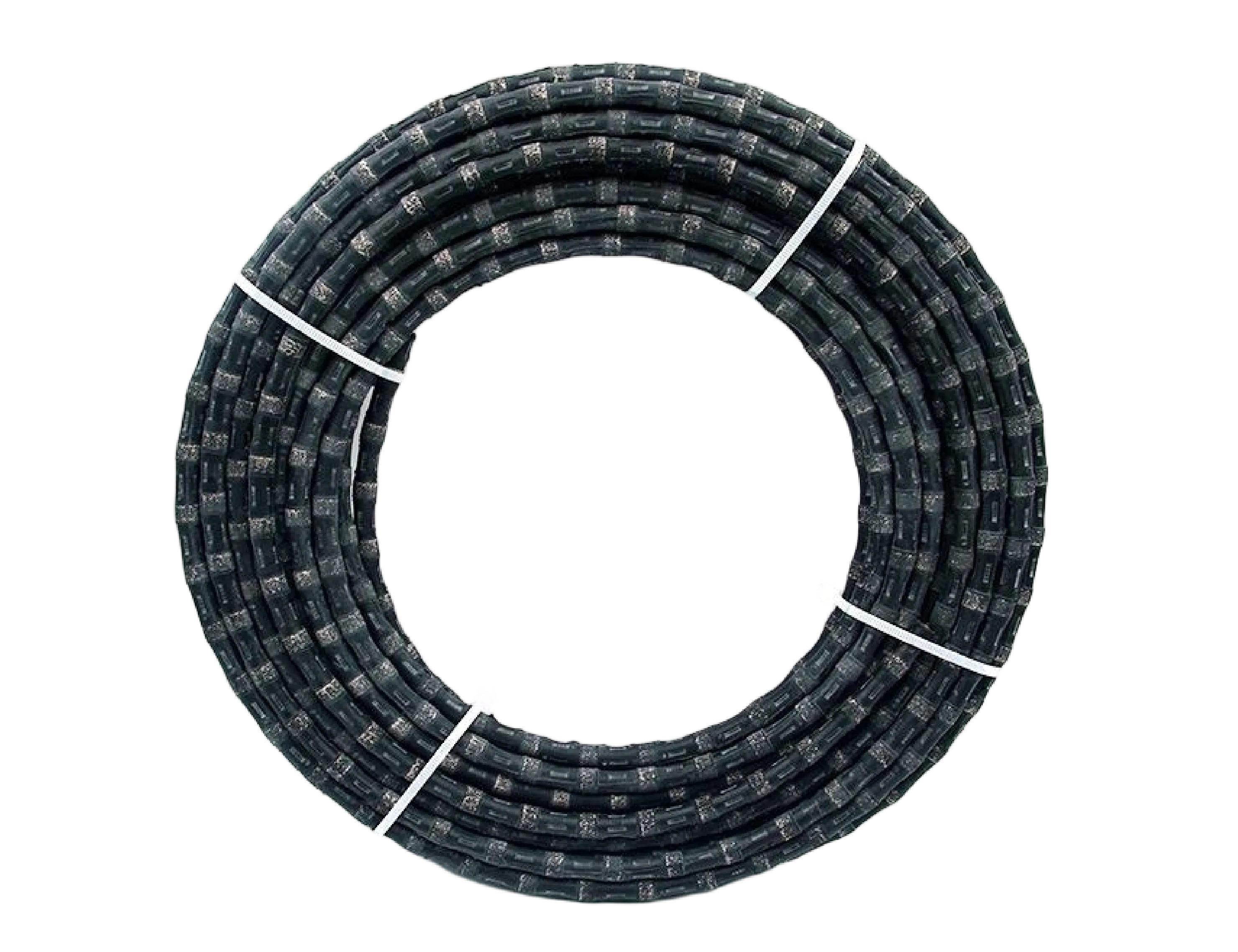
I macchinari a filo diamantato sono costituiti da una fune in acciaio rivestita di perline diamantate a intervalli regolari. Rappresentano la soluzione principale per l’estrazione e il taglio di grandi blocchi lapidei grazie alla larghezza di taglio estremamente ridotta (0,5 mm con filo da 0,35 mm), assenza di vibrazioni e possibilità di tagliare profondità e forme illimitate. La scelta del filo dipende dal materiale, dalla macchina di taglio e dallo scopo operativo: produzione di semilavorati o demolizione.
Prodotto | Fila perle | Durezza materiale (Mohs) | Secco/Umido | Macchina consigliata | Scenario ottimale |
|---|---|---|---|---|---|
Filo diamantato elettrodeposto e brasato sottovuoto | Elettrodeposizione / brasatura sottovuoto | 4–7 (marmo, granito, calcare, pietra tecnica) | Umido | Macchinari a filo, macchine portatili a filo | Tagli sagomati in cava, tagli curvi a piccolo raggio, lavorazione pietre sagomate |
Filo diamantato per taglio calcestruzzo armato | Legante metallico sinterizzato con anima d’acciaio | Calcestruzzo + armatura | Umido | Macchinario idraulico a filo diamantato | Demolizione, taglio ponti e infrastrutture, decommissioning nucleare, calcestruzzo armato |
Filo diamantato per marmo | Legante morbido sinterizzato, distribuzione fine diamante | 3–4 | Umido | Macchina multifilo, macchine filo diamantato per cava | Squadratura blocchi in marmo, produzione lastre, estrazione in cava, materiali pregiati con minima perdita (0,5 mm) |
Filo diamantato per granito | Legante duro sinterizzato, alta concentrazione diamante | 6–7 | Umido | Macchina multifilo, macchine filo diamantato per cava | Taglio banco cava in granito, estrazione blocchi, filettatura tra fori DTH |
Note tecniche sulla specifica dei fili
Il diametro, la spaziatura fra le perle e la durezza del legante devono essere dimensionati in funzione del diametro della puleggia e della velocità operativa del macchinario a filo. L’azienda fornisce fili su misura con parametri ottimizzati per ogni modello di macchina. Per le macchine multifilo (Dinosaw e di terzi), sono disponibili fili fino a 0,35 mm per la produzione di lastre ultra-sottili—tali fili non sono intercambiabili con i fili standard da cava. Al momento dell’ordine occorre specificare modello di macchina e materiale da lavorare.
Nell’estrazione in cava, le perforatrici DTH realizzano i fori di entrata e uscita del filo. La serie QKZ90 DTH (fori Φ65–90 mm) è dimensionata espressamente per i macchinari a filo Dinosaw. Ciò consente tutto il ciclo — perforazione, inserimento filo, taglio — su sistema integrato da unico fornitore, eliminando incompatibilità dimensionali tra foro e filo. Questo rappresenta un vantaggio logistico e qualitativo rispetto ai fornitori specializzati su singoli prodotti.
Dinosaw offre una singola linea di prodotti di punte carotatrici (Carotatrice a secco/umido per pietra) che copre un ampio intervallo di diametri e due modalità di foratura. Invece di un confronto modello contro modello, la tabella seguente associa gli scenari applicativi alla configurazione corretta — tipologia di legante, modalità di foratura e abbinamento con la macchina.
Applicazione | Materiale | Legante raccomandato | Scenario ottimale |
|---|---|---|---|
Fori per top cucina (lavelli, rubinetti, accessori) | Granito, marmo, quarzo, pietra ricostruita | Sinterizzato (pietra dura) / Legante resinoide (pietra tenera) — umido | Ambito industriale ad alto volume; monofilo CNC; fondamentale assenza di sbeccature |
Campionatura e fori guida in cava | Granito, marmo, basalto, calcare | Legante duro sinterizzato; alta concentrazione di diamante | Abbinata con Martello fondo foro o carotatrice a ponte; campionatura geotecnica |
Foratura in edilizia (ancoraggi, impianti, HVAC) | Cemento armato, blocchi, mattoni | Sinterizzato per cemento armato; inserto in acciaio per tondino | Carotatrice da cantiere o a mano; richiesta perforazione armatura |
Foratura su vetro e materiali speciali | Vetro, piastrelle in ceramica, gres porcellanato, pietra ricostruita | Galvanica a grana fine / brasatura a vuoto | CNC o carotatrice da banco; basso numero di giri + refrigerazione continua obbligatoria |
Note sulla configurazione
La durata delle carotatrici varia sensibilmente in base alla durezza del materiale e all’efficienza del raffreddamento: marmo e calcare tenero — fino a 1.200 metri lineari per punta in condizioni di fabbrica ottimali; granito duro — 200–500 metri lineari. I dati sono da ritenersi indicativi. Dinosaw offre un servizio di rigenerazione: le punte usurate possono essere restituite per la sostituzione dei segmenti a costo ridotto rispetto all’acquisto di una nuova punta, soluzione idonea per produzioni industriali con punte di grande diametro.
Il diametro della carotatrice deve corrispondere al foro richiesto, non alla capacità della macchina. Diametri di riferimento: foro per rubinetto 35 mm; apertura lavello cucina iniziale 60 mm; campioni su top cucina 50–100 mm; fori guida in cava con Martello fondo foro 65–90 mm; colonne architettoniche fino a 600 mm (necessaria carotatrice a ponte). Oltre i 150 mm di diametro è obbligatorio l’uso di carotatrice da banco o a ponte — il trapano manuale non fornisce la stabilità né la coppia necessarie per questi diametri.
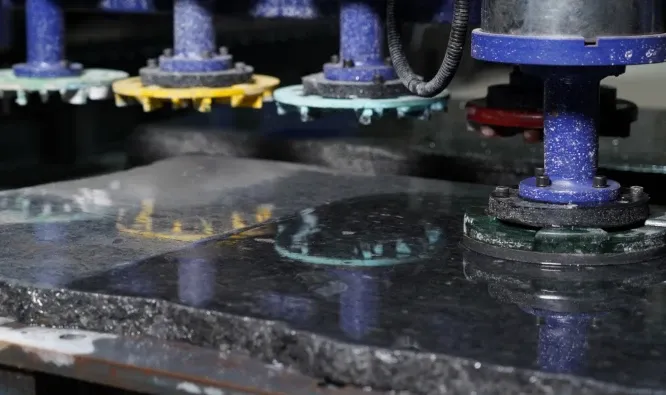
Questa categoria comprende utensili per quattro distinti sottoprocessi di finitura superficiale e bordi della pietra. I confronti sottostanti sono organizzati per sottoprocesso, e non per nome commerciale, poiché la selezione corretta dell’utensile richiede la comprensione della fase di utilizzo nel processo, non solo della sua etichetta di prodotto.
La levigatura superficiale costituisce la prima fase dopo il taglio: consente di uniformare lo spessore, rimuovere i segni della sega e preparare la superficie alla lucidatura. Utensili impiegati su linee di lucidatura continue o su levigatrici indipendenti.
Prodotto | Legante | Gamma grana | A secco / A umido | Macchinario consigliato | Scenario d’uso ottimale |
|---|---|---|---|---|---|
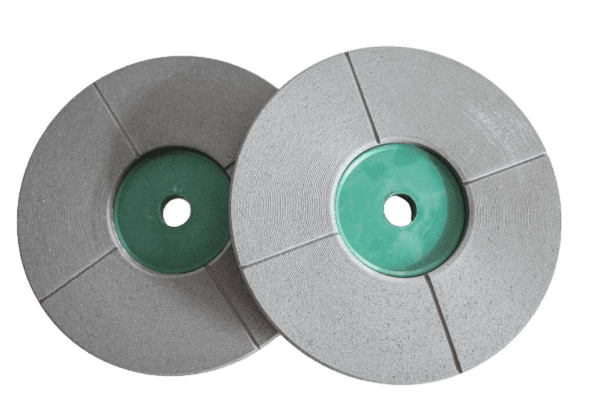
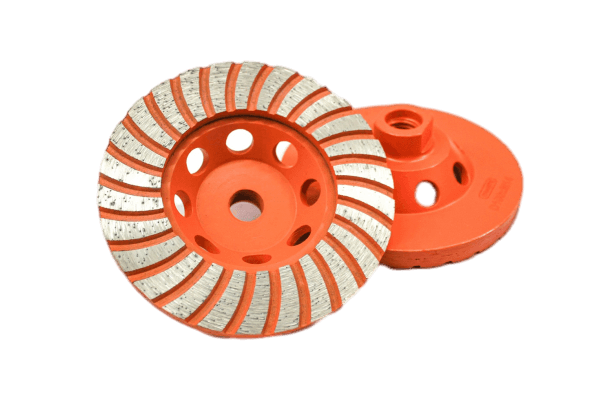
Disco tazza diamantato | Legante metallico | Grana 16–120 | A umido o secco | Smerigliatrice angolare, levigatrice pavimenti, macchina per bordi | Livellamento superfici in lastra; ripristino planarità pavimentazioni; smusso bordi; rimozione rivestimenti e resine |
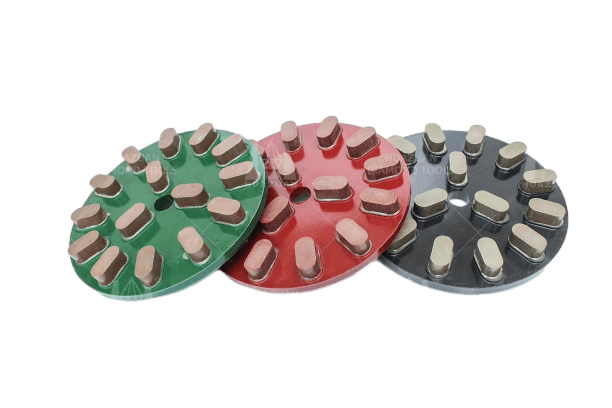
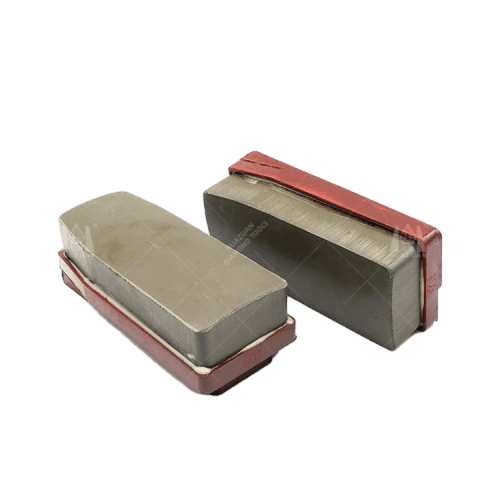
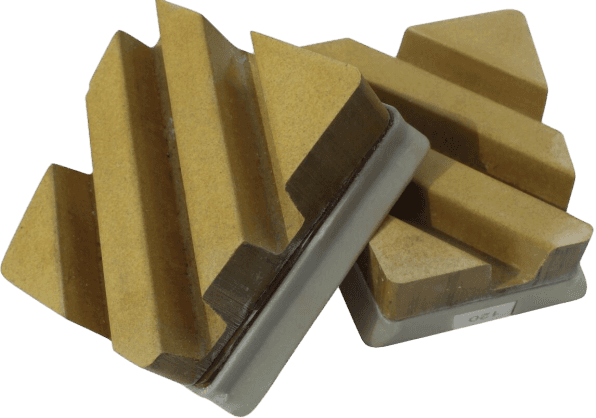
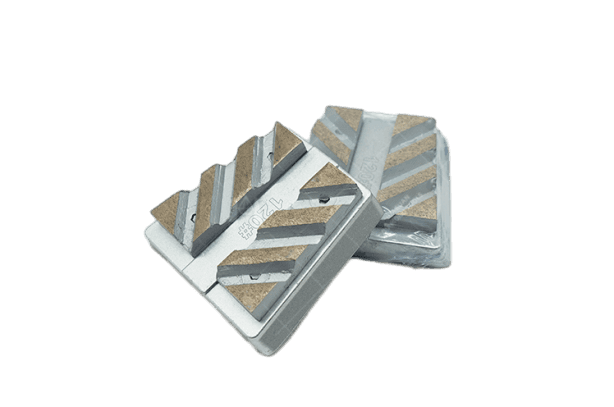
Fickert diamantato legante metallico | Legante metallico | Grana 24–120 | A umido | Linea di lucidatura continua, macchina calibratrice automatica | Calibrazione ad alto volume di lastre; levigatura granito; asportazione materiale pre-lucidatura |
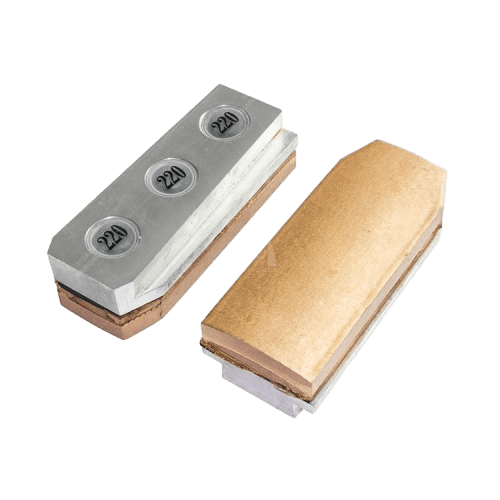
Fickert diamantato legante resinoide | Legante resinoide | Grana 120–400 | A umido | Linea di lucidatura continua | Lavorazioni intermedie tra sgrossatura e lucidatura; eliminazione graffi su marmo e granito in lastra |
Frankfurt diamantato legante metallico | Legante metallico | Grana 24–80 | A umido | Lucidatrice calibratrice | Calibrazione lastre marmo e granito; normalizzazione spessore pre-lucidatura |
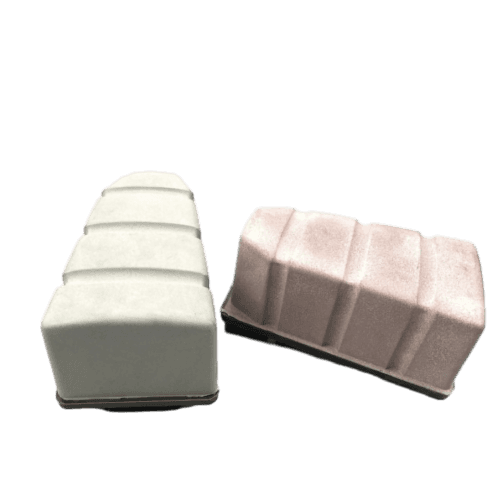
Abrasivi magnesite e sintetici | Magnesite / composto sintetico | Media–fine | A umido | Linea di lucidatura continua | Lucidatura marmo; fase intermedia tra levigatura e lucidatura |
Disco di levigatura legante metallico/resinoide | Legante metallico o resinoide | Grossa–media | A umido o secco | Smerigliatrice angolare, smerigliatrice piana | Levigatura superfici piatte; rimozione difetti superficiali; pre-finitura prima di lucidare |
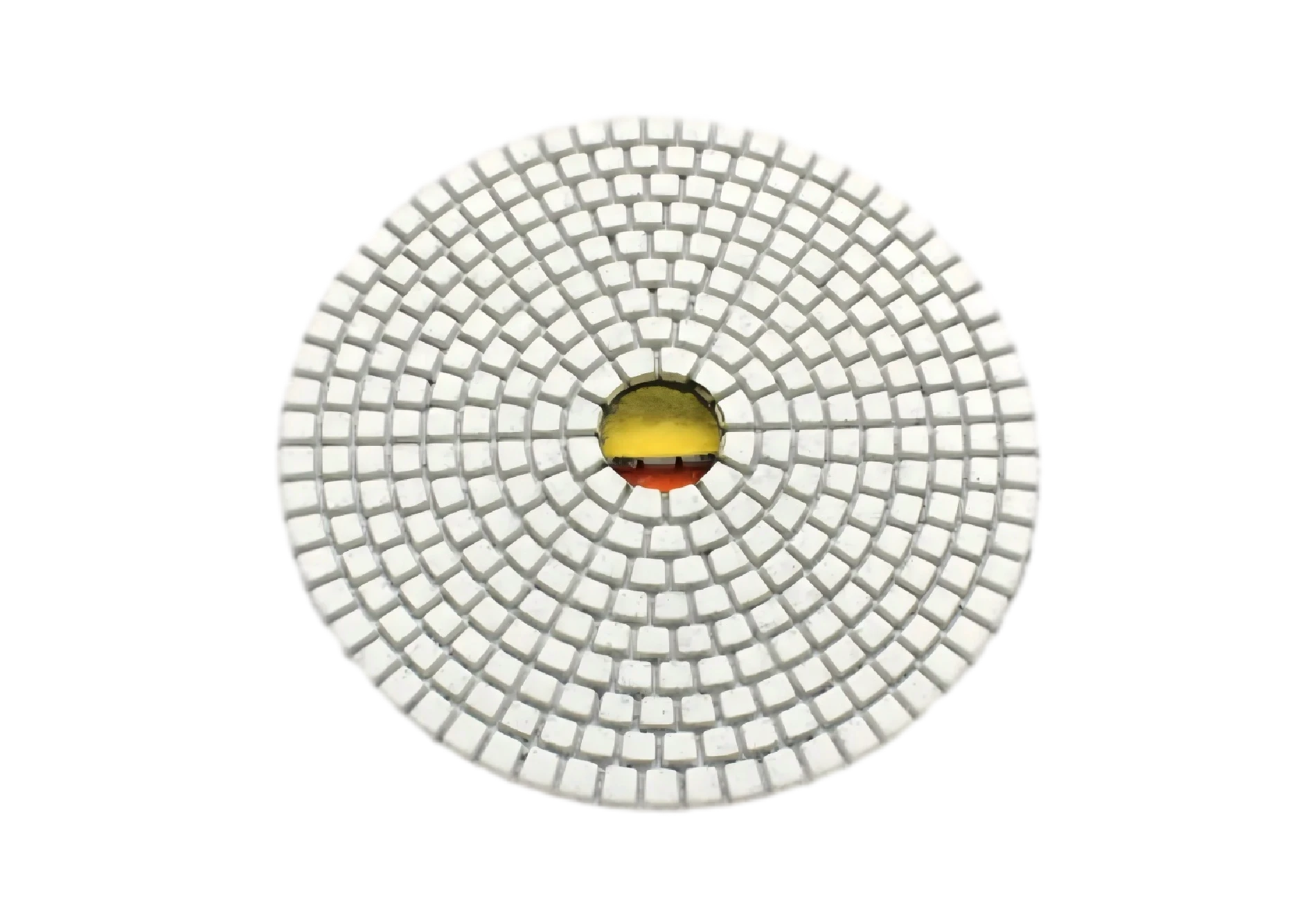
La lucidatura segue la levigatura e richiede una progressione sistematica delle grane da grossa a fine. Lo standard a 7 fasi (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) è applicato per ottenere finiture a specchio su granito e marmo. Sequenze ridotte (3 fasi, 5 fasi) risultano indicate su materiali teneri o laddove le lastre prefinite necessitino solo una raffinazione della brillantezza finale.
Prodotto | Legante | Grana / Fase | A secco / A umido | Macchinario consigliato | Scenario d’uso ottimale |
|---|---|---|---|---|---|
Dischi lucidanti diamantati (legante resinoide) | Legante resinoide | 50# → 3000# + Buff | A umido (preferito) o secco | Lucidatrice manuale, lucidatrice lastre automatica, lucidatrice per bordi | Scala completa per granito, marmo, quarzo; ciclo 7 fasi per finitura a specchio; lavorazione brillantezza bordi |
Frankfurt diamantato legante resinoide | Legante resinoide | Grana 200–3000 | A umido | Linea di lucidatura continua, macchina automatica | Fase finale lucidatura marmo e calcare in lastra; rifinitura brillante su pietre tenere |
Disco di lucidatura | Legante resinoide | Grana 400–3000 | A umido | Lucidatrice manuale, fresa a ponte | Lucidatura di superficie; lavorazione monumenti e tombe; piccole produzioni su misura |
Spazzola antichizzante diamantata abrasiva | Sinterizzata flessibile | Grossa–media | A umido | Macchina spazzolatrice, smerigliatrice angolare | Finitura antichizzata/pelle su granito e marmo; superfici spazzolate per pavimenti e rivestimenti |
Gli utensili per profilatura bordi realizzano i profili e le aperture che definiscono il prodotto finito: bordo toro, becco di civetta, bisello, bordo cascata per top cucina; tagli lavelli; smussi perimetrali. Utilizzo su router CNC, lucidatrici bordi, smerigliatrici angolari.
Prodotto | Legante | Materiale | A secco / A umido | Macchinario consigliato | Scenario d’uso ottimale |
|---|---|---|---|---|---|
Ruota profilatrice diamantata | Sinterizzato / brasato | Granito, marmo, quarzo, ceramica | A umido | Lucidatrice bordi, router CNC | Profili bordo per top cucina (toro, becco di civetta, bisello, cascata); profilatura in linea automatizzata |
Punte fresatrici diamantate | Sinterizzato (pietra dura) / brasato (pietra tenera) | Granito, marmo, quarzo, vetro, ceramica | A umido | Router CNC, lucidatrice bordi, smerigliatrice angolare | Profilatura bordi; rifinitura giunti; taglio canaline; durata 50 volte superiore al carburo su granito |
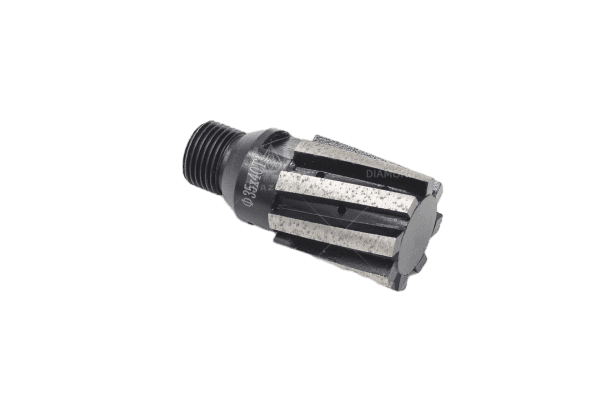
Ruota tamburo diamantata CNC per fori lavello | Sinterizzato | Granito, marmo, agglomerati lapidei | A umido | Fresa a ponte CNC, router CNC | Sagomatura fori lavelli e vasche; pre-profilatura aperture top cucina; lavorazioni automatizzate CNC |
Fresa a dito diamantata per tagli interni | Sinterizzato | Granito, marmo, quarzo, ceramica | A umido | Router CNC, fresa a ponte | Fori rubinetteria; arrotondamento angoli interni; avvio tagli interni; alternativa al seghetto su pietre dure |
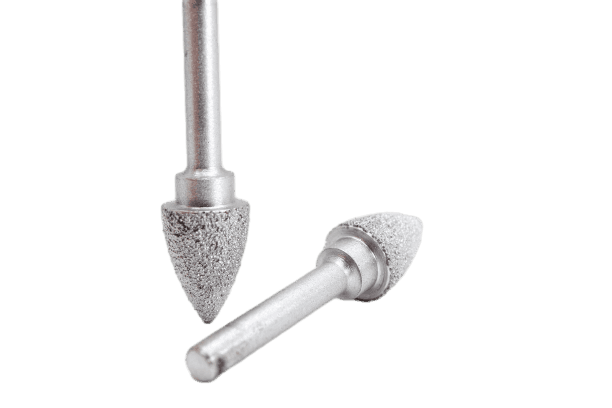
Strumenti per incisione dedicati a pantografi CNC per lettere monumentali, bassorilievi, motivi decorativi 2D/3D, lavorazioni personalizzate. La scelta del legante — sinterizzato su granito, brasato su marmo — determina qualità del tratto e durata utensile sulle lavorazioni dettagliate.
Prodotto | Legante | Materiale | A secco / A umido | Macchinario consigliato | Scenario d’uso ottimale |
|---|---|---|---|---|---|
Fresa diamantata CNC per incisioni | Sinterizzato grana fine / brasato sotto vuoto | Granito, marmo, calcare, ceramica | A secco o umido | Pantografo CNC | Lettere monumentali; bassorilievi; motivi decorativi 2D/3D; incisioni su tombe e lapidi |
Punte fresatrici diamantate | Brasato a vuoto grana fine | Marmo, calcare, pietra tenera | A secco o umido | Router CNC, pantografo | Incisioni complesse e lettere; decorazione architettonica; lavorazione scultorea di dettaglio su pietre tenere |
La selezione degli utensili in questa categoria viene determinata dalla posizione nella sequenza di lavorazione, dalla tipologia di pietra e dalla configurazione della macchina. La guida di selezione rapida qui sotto associa le attività più comuni all’utensile corretto. Seguono i criteri di selezione specifici per sottoprocesso.
| Fase di lavorazione | Utensile consigliato | Parametro chiave |
|---|---|---|
| Livellamento e calibrazione superficie lastre | Fickert o Frankfurt a legante metallico → Fickert a resina | Iniziare con grane 24–80; passare progressivamente a 200–400 prima della fase di lucidatura |
| Lucidatura a specchio su top cucina in granito | Dischi diamantati per lucidatura — ciclo resina in 7 passaggi (50# → 3000# + Buff) | Lucidatura ad acqua; RPM costanti; avanzamento completo di tutte le grane |
| Finitura anticata/pelle | Spazzola diamantata anticata | Grana grossa; ad acqua o a secco; pressione uniforme sulla superficie |
| Profilatura bordo top cucina (toro, becco di civetta, bisello) | Ruota sagomatrice diamantata o fresa router | Abbinare il legante alla durezza della pietra: sinterizzato per granito/quarzo, brasato per marmo |
| Taglio foro lavello/vasca (CNC) | Punta a dito per entrata → Ruota cilindrica per sagomatura → Fresa router per il profilo bordo | Sequenza completa in un’unica configurazione CNC; lavorazione a umido |
| Incisione lapidea / incisione 2D-3D | Punta diamantata da incisione (macchina CNC per incisioni) | Brasato fine per marmo; sinterizzato per granito; avanzamento controllato fondamentale |
| Levigatura pavimenti in calcestruzzo e preparazione per rivestimenti | Tazza diamantata (segmento a "T" per la rimozione rivestimenti; doppia fila per livellamento) | Legante metallico; lavorazione a secco o a umido; corrispondenza grana alla durezza del calcestruzzo (PSI) |
La maggior parte degli utensili per levigatura e lucidatura Dinosaw sono progettati con attacco velcro (hook-and-loop) o filettatura standard M14. Per linee automatiche di lucidatura (formato Fickert/Frankfurt), verificare il numero di teste e le dimensioni dei portasegmenti sulla macchina. Per utensili CNC e fresatrici per incisione, confermare attacco, diametro gambo (solitamente 6 mm o 8 mm per punte da incisione) e massima velocità di rotazione. L’attrezzatura Dinosaw viene testata sulle macchine di levigatura e lucidatura Dinosaw e risulta compatibile con le principali marche terze; in caso di dubbio, richiedere una checklist di compatibilità specifica per marca e modello macchina.


Dinosaw gestisce due stabilimenti produttivi dedicati: uno per le macchine per la lavorazione della pietra e uno per gli utensili diamantati. In questo modo, i team di ingegneria che sviluppano i parametri di taglio per le macchine Dinosaw collaborano direttamente con il reparto produzione utensili. Produttori OEM di dischi, distributori di utensili e stabilimenti che acquistano consumabili su larga scala possono accedere direttamente a tali risorse.
Per gli stabilimenti che realizzano o ampliano una linea di lavorazione della pietra, Dinosaw può fornire specifiche utensili abbinate per tutte le fasi del processo — taglio, rettifica, lucidatura, foratura — tramite un unico referente tecnico, riducendo la complessità di coordinamento di più fornitori di consumabili.
Selezionate i sistemi CNC, la potenza motore e i livelli di automazione preferiti per la massima efficienza.
Regolate dimensioni tavola, lunghezza guide e spessore di taglio in base alla vostra officina e dimensioni lastre.
Servizio Private Label inclusivo di colorazione personalizzata e logo su hardware e UI software.
 Italian
Italian
Soluzione semplice richiesta
Chat online
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Salve 👋 Come possiamo assistervi?
 English
English 中文
中文 Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어