



Specifiche & sistemi
Selezionate i sistemi CNC, la potenza motore e i livelli di automazione preferiti per la massima efficienza.
Orari di apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
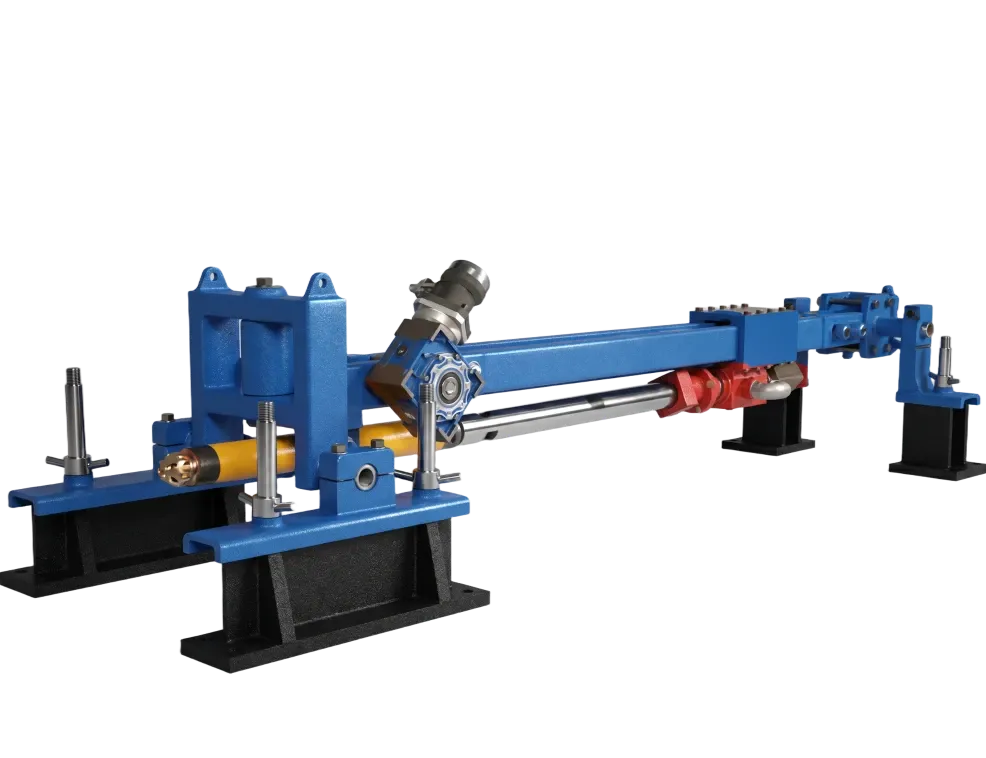
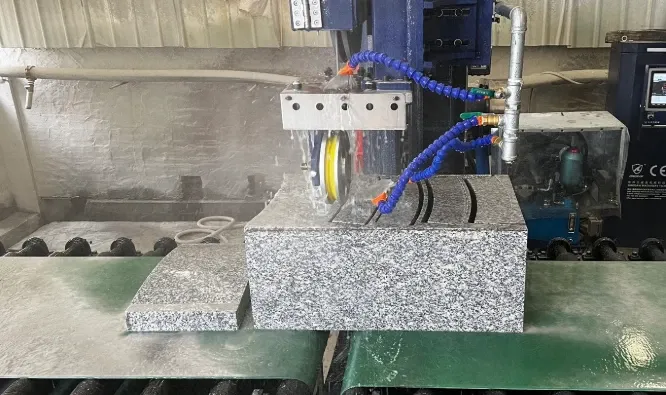
La tabella sottostante confronta i modelli LMZK-600 e ZDZK-300 nelle loro configurazioni massime. Entrambe le macchine accettano utensili standard a corona diamantata e possono essere fornite con il sistema di carotaggio ad umido di Dinosaw per la soppressione delle polveri e la maggiore durata degli utensili.
Modello | Diametro Max Foratura | Profondità Max Foratura | Potenza Motore | Sistema di Controllo | Materiali Compatibili | Consigliata per |
|---|---|---|---|---|---|---|
LMZK-600 | 600 mm | 900 mm | 22 kW | PLC + VFD (auto) | Granito, marmo, calcare blu, travertino, agglomerato di pietra, quarzo composito | Produzione industriale in serie di colonne di grandi dimensioni, vasche, vasi, dissuasori, urne |
ZDZK-300 | 300 mm | 500 mm | 11 kW | PLC + VFD (auto) | Granito, marmo, calcare blu, travertino, agglomerato di pietra, quarzo composito | Produzioni speciali in piccoli lotti: balaustre, fioriere, acquari, elementi commemorativi |
Note tecniche sulla configurazione
La scelta del diametro dell’utensile determina direttamente il diametro del foro. Dinosaw fornisce corone diamantate abbinate da 50 mm a 600 mm per LMZK-600, e da 30 mm a 300 mm per ZDZK-300. Per materiali con durezza Mohs superiore a 6 — granito duro, quarzite o basalto composito — si raccomanda una corona a matrice morbida per garantire sufficiente esposizione al diamante ed efficienza di taglio.
La selezione della carotatrice idonea dipende da quattro fattori: dimensioni dei prodotti realizzati, volume produttivo giornaliero, durezza della pietra principale lavorata e livello di automazione richiesto dall'officina.
La caratteristica più importante è il diametro del foro massimo necessario abitualmente.
La struttura a portale della LMZK-600 è progettata per produzione continua su più turni. L’automazione PLC consente lavorazione multi-ciclo senza presidio: parametri, carico pezzo e ciclo foratura gestiti con impostazione unica.
Entrambe impiegano inverter per adattare la velocità sulla base del carico, preservando l’integrità dell’utensile diamantato ed evitando microfratture sul pezzo.
Entrambi i modelli prevedono controllo automatico PLC di serie.
Situazione | Modello Consigliato |
|---|---|
Prodotti con diametro superiore a 300 mm | LMZK-600 |
Produzione in serie, oltre 2 turni/giorno | LMZK-600 |
Pietra principalmente dura: granito, quarzite, basalto | LMZK-600 |
Prodotti inferiori a 300 mm, varie dimensioni | ZDZK-300 |
Produzioni speciali in piccoli lotti, pietre miste | ZDZK-300 |
Spazi ridotti, layout produttivo flessibile | ZDZK-300 |
Produzione mista grande/piccolo in una sola sede | LMZK-600 (copre tutta la gamma con cambio utensile) |
La tabella confronta le tre configurazioni QKZ nella prestazione massima. Opzioni di controllo polveri, esigenze di alimentazione e applicazioni consigliate differenti tra i modelli — consultare la guida di scelta sottostante prima della selezione.
Modello | Diametro foro | Profondità max | Velocità foratura | Alimentazione | Consumo d'aria | Deviazione foratura | Consigliata per |
|---|---|---|---|---|---|---|---|
QKZ90-P | Φ65–90 mm | 40 m | 6–8 m/h | Pneumatica | 10–14 m³/min | ≤±5 mm/10 m | Fori di mina su granito, siti mobili, assenza alimentazione stabile |
QKZ90-E | Φ65–90 mm | 40 m | 6–8 m/h | Elettrica | 7–9 m³/min | ≤±5 mm/10 m | Marmo/pietra ornamentale, siti solo elettrici, cave con vincoli di contaminazione |
QKZ165-H | Φ90–165 mm | 40 m | 6–8 m/h | Idraulica | — | ≤±5 mm/10 m | Fori di mina di grande diametro, cava granito alta produttività, perforazioni infrastrutturali |
Note tecniche sulla configurazione
Martello fondo foro e corona dimensionati per diametro foro e specificati separatamente dall’impianto. Dinosaw fornisce punte a bottoni, piatte e balistiche per ogni QKZ, abbinate ad abrasività e durezza della roccia. Kit di carotaggio ad umido — necessari per la soppressione polveri nelle cave di marmo e laddove vi siano normative emissive — disponibili come opzione di fabbrica su tutti e tre i modelli.
La scelta del martello fondo foro per cava richiede cinque valutazioni: tipologia e durezza della roccia, diametro foro e altezza banco necessari, disponibilità di infrastrutture di alimentazione, requisiti ambientali e di precisione ed infine scala produttiva. Di seguito la procedura operativa.
La litologia determina la configurazione minima del DTH richiesto.
Il diametro foro determina direttamente il modello necessario.
Tutti i modelli rispettano deviazione ≤±5 mm /10 m (perforazioni standard cava). Precisione significa recupero massivo materiale nobile per lavorazioni architettoniche.
Situazione | Modello Consigliato |
|---|---|
Cava granito, fori di mina | QKZ90-P o QKZ165-H |
Marmo o pietra di pregio | QKZ90-E |
Diametro foro superiore a Φ90 mm | QKZ165-H |
Sito remoto, nessuna alimentazione stabile | QKZ90-P |
Sito a basse emissioni / solo elettrico | QKZ90-E |
Forature banchi profondi (15–40 m) | QKZ165-H |
Preparazione fori inserimento filo diamantato | QKZ90-E |
Infrastrutture / fondazioni su roccia | QKZ165-H |
Geologia mista o rocce fratturate | QKZ90-P |
La trasformazione e la cava della pietra presentano variabili che superano quanto riportato nei cataloghi standard. Un impianto per piastrelle in marmo che realizza fori di drenaggio su lastre da 30 mm richiede soluzioni diverse rispetto a una lavorazione monumentale che esegue carotaggi di grande diametro su blocchi di granito da 800 mm per colonne su misura — nessuna delle due trova soluzione in una configurazione standard. L’ufficio tecnico Dinosaw opera a partire da disegni produttivi, specifiche materiali e vincoli di processo forniti. Le customizzazioni includono tipicamente teste di foratura sovradimensionate oltre Φ600 mm, motorizzazioni e mandrini progettati su materiali ultra-duri in caso di forte usura, selezione integrata sistemi umido/secco direttamente in fabbrica e allestimenti DTH per condizioni e mobilità specifiche da cava. Lavorazioni in quota, temperature estreme e limiti polveri già in fase di progetto determinano la configurazione. Inviate disegni e dati di sito — una proposta tecnica viene fornita entro 5 giorni lavorativi.
Selezionate i sistemi CNC, la potenza motore e i livelli di automazione preferiti per la massima efficienza.
Regolate dimensioni tavola, lunghezza guide e spessore di taglio in base alla vostra officina e dimensioni lastre.
Servizio Private Label inclusivo di colorazione personalizzata e logo su hardware e UI software.
 Italian
Italian
Soluzione semplice richiesta
Chat online
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Salve 👋 Come possiamo assistervi?
 English
English 中文
中文 Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어