



 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어





Lizzy 客服
您好,我是大鲨鱼机械的 Lizzy(真人在线)。想了解哪款设备?请直接通过微信联系我们。
 Mar 9, 20255分钟速读
Mar 9, 20255分钟速读 Mar 9, 20255分钟速读
Mar 9, 20255分钟速读激光、水刀、CNC、超声波四种方式碳纤维切割,全面对比厚度适配、切割速度、成本、除尘与最佳适用场景。
碳纤维已成为现代制造业的基础动力,推动航空航天、汽车、机器人等行业不断突破。其轻质高强的特性让人无法替代——但只要切割环节出了纰漏,前期所有努力都可能付诸东流。
数据显示,三分之一碳纤维零件失效,根源都在于切割工艺漏洞。例如,某知名车企因切割边缘的微观毛刺,导致电池壳体密封漏气,最终大规模召回,损失数百万美元。事实很残酷:切割精度不是选择题,而是产品可靠性的底线。
影响远不止品质。碳纤维材料本身造价高昂,每一次切割失误,利润就直接被侵蚀。行业分析还显示,只要切割精度提升1%,后续加工成本最多可下降5%。
监管压力同样紧逼。切割粉尘管控不到位,不光罚款,严重者还可能面临停产。对于工厂决策者来说,优化碳纤维切割,不只是技术升级本身,更是保住合规、利润与市场领跑权。

本指南拆解实战经验,把切割难关变成竞争利器。
一起深入探讨,工具、技巧、数据,哪些决策让行业领袖脱颖而出。
马上联系大鲨鱼机械!我们的团队为您带来高效、精准解决方案。

薄板碳纤维(5mm以内)选激光切割,精准无可匹敌。
非接触式工艺没有刀具磨损,质量始终如一。
但大功率激光设备投资大,更适合批量生产;参数没调好还容易产生热损伤,影响树脂结合。
典型应用:航空支架、医疗器械部件。
厚板碳纤维(10mm以上)首选水刀,完全无热变形。
带磨料水流,复合多层板也能一刀切透。
缺点是运行速度慢,喷嘴易磨损,维护成本高。
适合需要结构强度的船舶、风电叶片等领域。
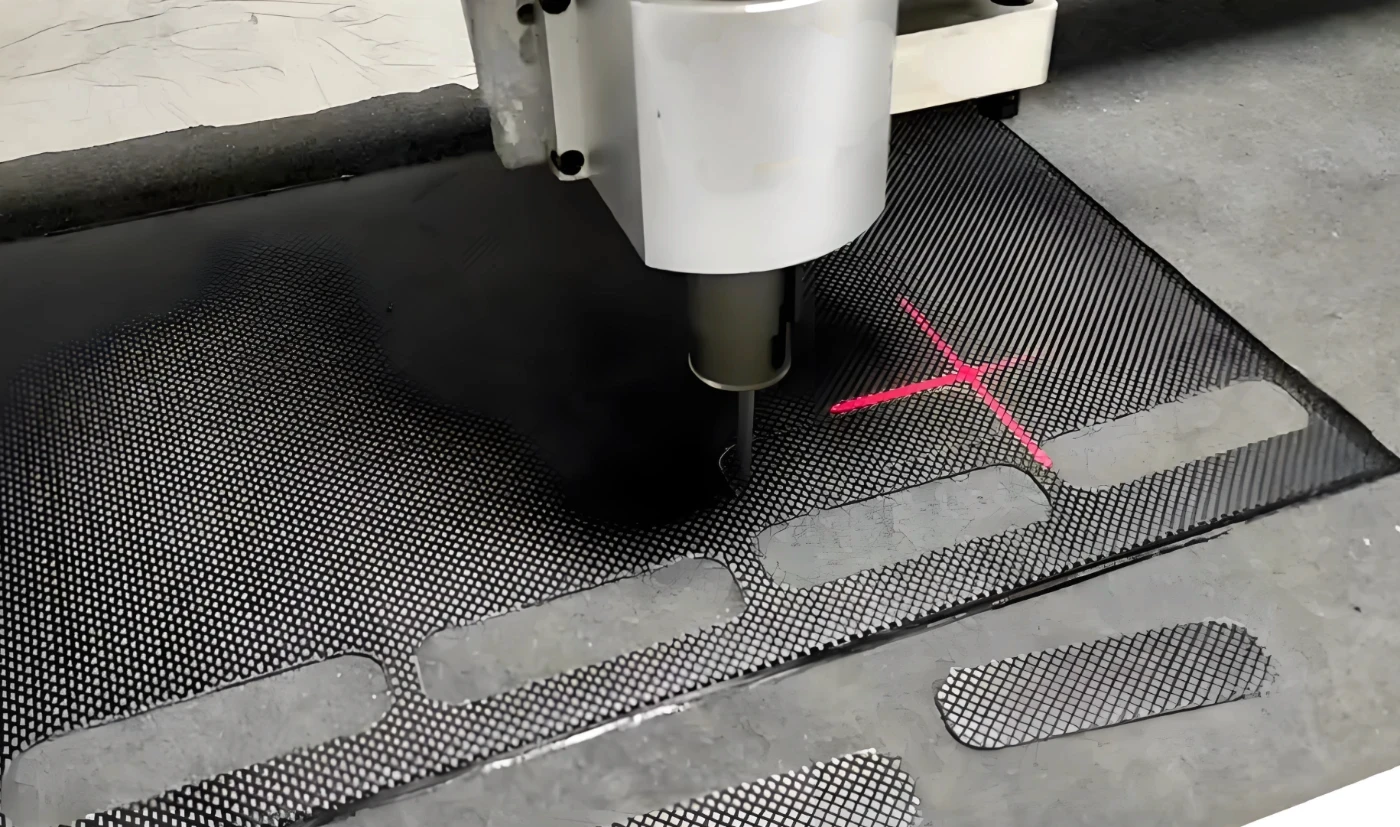
CNC切割机及铣床,主攻碳纤维管件、立体异形(如机器人关节、定制车用模型)。
自动化高效适合大批量加工,但刀具磨损快,除尘系统必须到位以保护设备。
专为航空预成型件降解层风险。
基本无粉尘,安全性好,但速度慢、设备少,仅适用于极高价值卫星零部件这类小众应用。
把切割方式选对才是关键。
自查三要素:
材料厚度?薄板→激光,厚板→水刀。
形状复杂度?单一轮廓→激光/水刀,三维曲面→CNC。
预算压力?成本紧→交给外协,预算宽→自建自动化。

碳纤维粉尘危害肺部与设备安全。必须安装过滤式除尘系统,封闭工作区,定期空气检测避免监管风险。
刀具按次结算模式帮您分摊买设备压力。加装实时磨损传感器,设备还没罢工就能提前预警,一月能省下一万美元运维。
智能待机节能40%。封闭循环水刀系统,90%切割用水重复利用,全程环保节能。

激光适合薄板、复杂二维轮廓,效率高。
CNC适合三维零件、厚材料、切完还要精修边缘的情况。
省钱建议:打样用激光,大货批量用CNC。
风险:吸入会刺激肺部,导电粉尘还会短路设备。
解决方法:
配备过滤式吸尘系统。
采用水辅助切割技术,抑制粉尘。
个人防护必须到位:防尘口罩、护目镜、防静电制服。

完全可以。找专门回收企业粉碎再生成纤维或非织造毡。
小贴士:再生碳纤维强度约是原生材料的80%,但成本只需一半。
原因:碳纤维材质坚硬、极具磨蚀性,导致刀具消耗极快。
优化建议:
选用金刚石涂层刀具或PCD刀具。
主轴转速降20%,进给速度略提。

CO₂激光:最多切10mm(需多次走刀)。
大功率光纤激光:最多20mm(限工业级设备)。
更厚材料,建议选用水刀切割。
钻孔前,先用阶梯式硬质合金钻头。
具体步骤:
先打小导向孔(1-2mm)。
每次扩大0.5mm,逐步扩孔。
打孔时在下方垫板,材料全程支撑。
一般公差±0.1mm(50mm厚以内)。
若需更高精度,可用水刀粗切+CNC精修组合方案。
工业碳纤维切割,比拼的从不是设备本身,而是决策的思路。谁能掌控好精度、成本、创新,谁就能主导明天的市场。
大鲨鱼机械为您提供CNC碳纤维切割机、水刀及匹配金刚石刀具,可按需定制。
 中文
中文您好 👋 需要什么帮助?