



 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어





Lizzy 客服
您好,我是大鲨鱼机械的 Lizzy(真人在线)。想了解哪款设备?请直接通过微信联系我们。
 Nov 9, 20258分钟
Nov 9, 20258分钟 Nov 9, 20258分钟
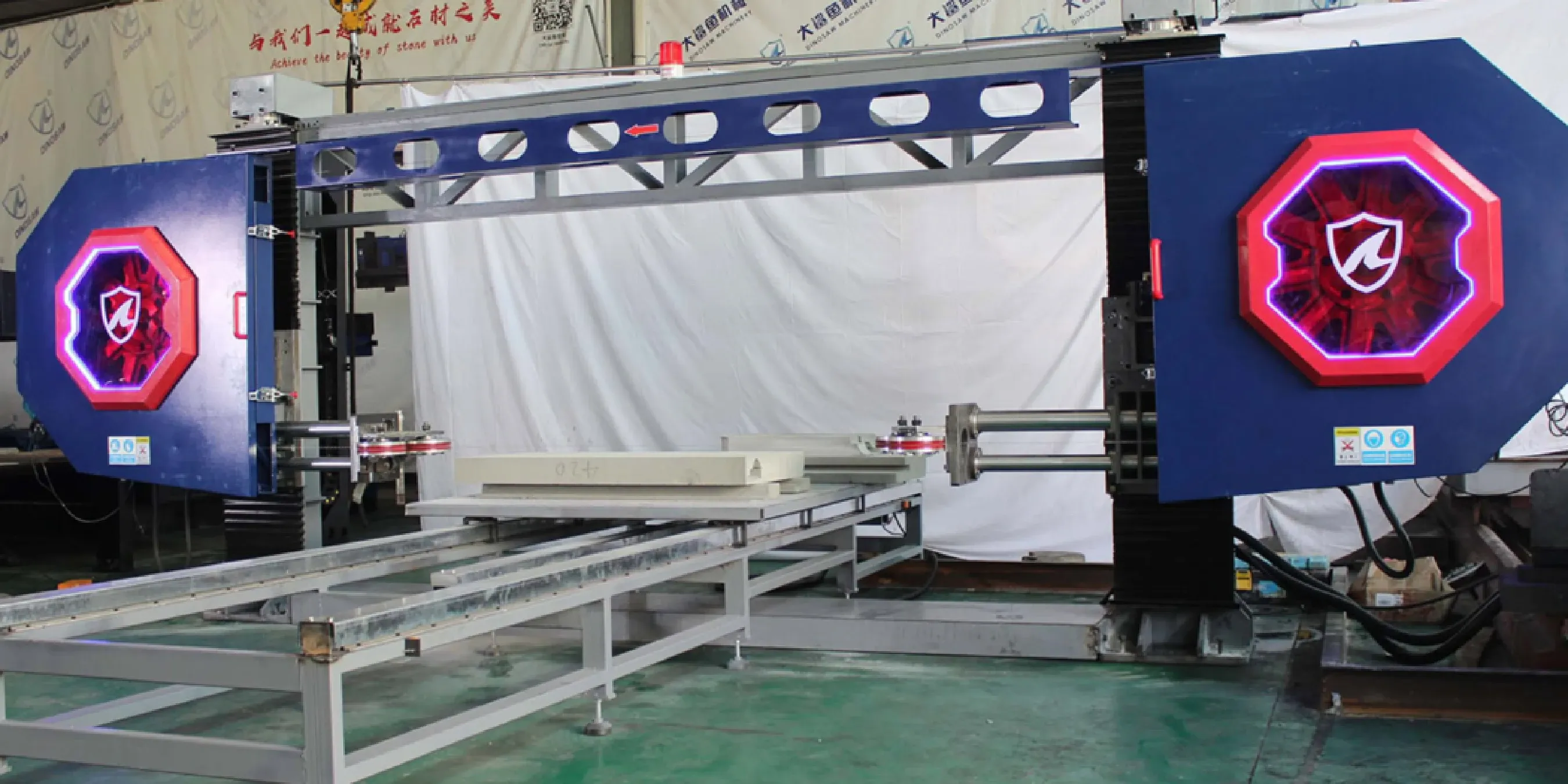
Nov 9, 20258分钟深入剖析大鲨鱼机械CNC金刚石绳锯的工程原理,了解其架构、核心零部件及在脆性材料切割领域的技术优势。

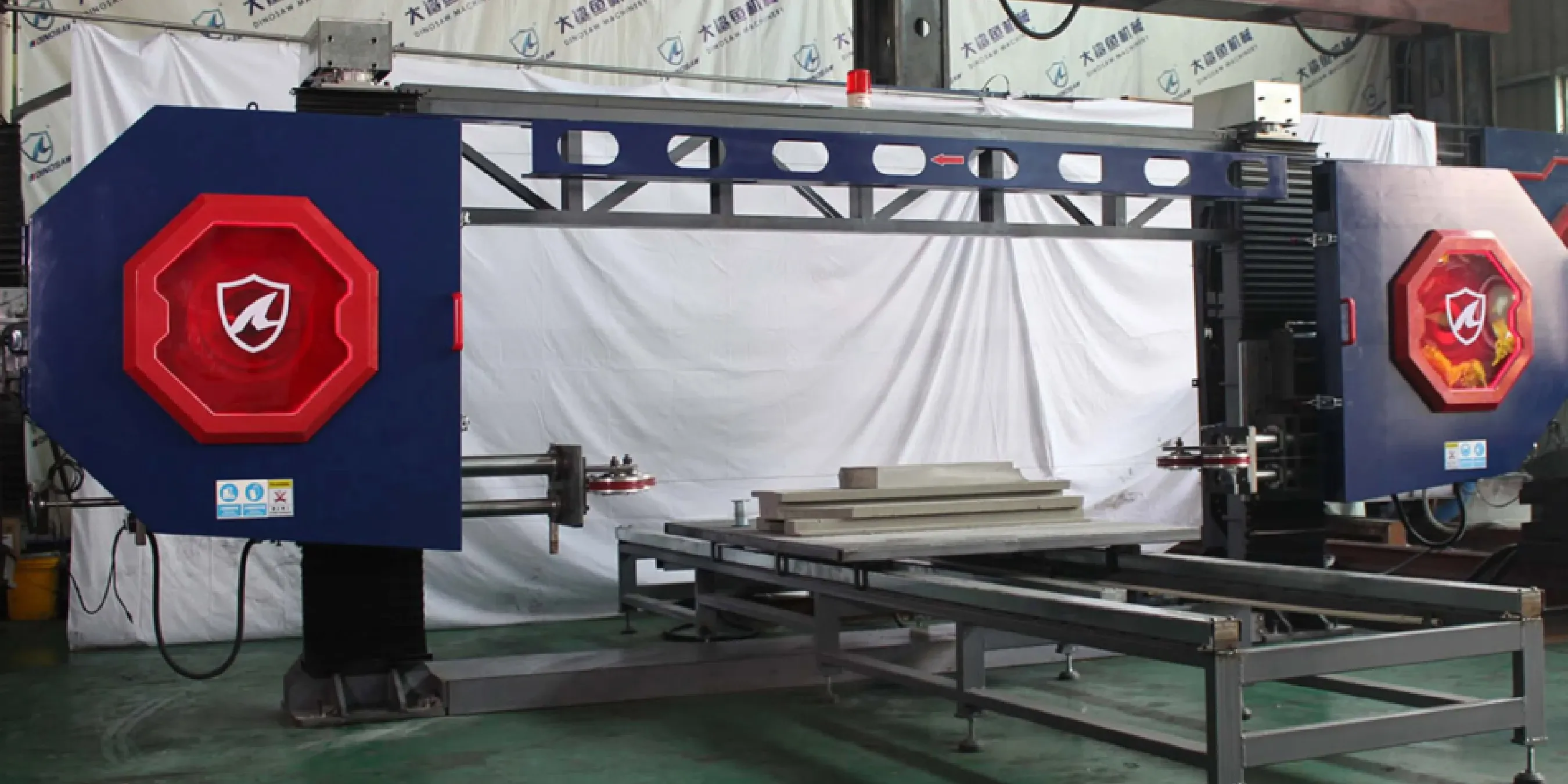 系统原理与架构:全流程协同
系统原理与架构:全流程协同模块 | 作用 | 连接关系 | 备注 |
|---|---|---|---|
CNC控制器 | 中央控制,执行G代码并管理IO口 | 链接伺服电机(X/Y/Z/A/C)、绳驱系统、自动张紧单元、工作台及传感器 | 闭环控制及参数管理 |
伺服电机 (X、Y、Z、A、C) | 多轴定位运动 | CNC控制,编码反馈闭环 | 支持2D/3D复杂轨迹 |
绳驱系统 | 驱动金刚石绳环 | CNC指令启停/调速,机械连接导轮组 | 内置绳速驱动 |
导轮 | 引导与稳定绳环轨迹 | 绳驱系统机械连接,CNC传感器监控 | 共面性决定精度 |
自动张紧单元 | 保持恒定绳张力 | CNC推送目标张力,传感反馈闭环 | 防止断绳偏移 |
工作台 | 工件夹持固定位 | 夹紧/互锁信号反馈CNC,支持探针集成 | 高刚性防震基座 |
冷却与浆料处理 | 水冷及浆料收集 | CNC联锁流量检测,循环系统对接 | 默认水冷,浆液流量管理 |
安全与互锁 | 急停、护罩、限位开关 | 硬件接入CNC安全互锁 | 互锁开启方可动作 |
电源与驱动 | 供电及电机驱动 | 为伺服驱动等系统供能 | 按设备规格配置 |
 五大核心部件参数
五大核心部件参数 常见故障与优化建议
常见故障与优化建议故障类型 | 常见原因 | 解决建议 |
|---|---|---|
断绳频繁 | 张力参数异常(过高或过低)、进给过快、导轮磨损。 | 校准张紧系统、降低进给速度、检测更换导轮。 |
表面粗糙 | 绳路震动、绳速设置错误、金刚石粒度不匹配。 | 校准导轮、调整绳速、选用更细粒度金刚石绳。 |
尺寸偏差 | CNC校准漂移、工件夹持不牢、结构间隙。 | 执行CNC校准,确保夹紧牢固,检查设备磨损。 |
材料类型 | 绳速 | 进给 | 张力 |
|---|---|---|---|
发泡氧化铝 | 12–20 m/s | 300–800 mm/min | 160–220 N |
碳化硅(SiC)发泡体 | 10–18 m/s | 200–600 mm/min | 180–240 N |
多孔氧化锆 | 10–16 m/s | 180–500 mm/min | 190–250 N |
 常见问题解答(FAQ)
常见问题解答(FAQ) 中文
中文您好 👋 需要什么帮助?