



 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





Ms.Lizzy
Dinosaw의 Lizzy입니다(로봇 아님). 어떤 머신(모델)이 필요하십니까? 지금 WhatsApp으로 문의하십시오
 Oct 9, 20255분 소요
Oct 9, 20255분 소요 Oct 9, 20255분 소요
Oct 9, 20255분 소요석재 선반기 핵심 부품에 대한 기술 안내서입니다. 수직형과 수평형 선반 비교, PLC와 CNC 제어 방식, 화강암용 스핀들 모터 및 다이아몬드 프로파일링 휠 등 공구 시스템 분석을 제공합니다.
기술 담당자 및 유지보수 전문가에게 있어 기계 구조를 정확히 이해하는 것은 성능 및 수명을 극대화하는 데 필수적입니다. 본 기술 안내서는 자사 석재 선반기 CNC 머신의 구조—PLC와 CNC 제어 방식, 수직/수평 프레임 등—을 실효적인 운영 지식과 매개변수 창으로 변환하여 즉시 활용할 수 있도록 안내합니다.
핵심 석재 선반기 구성 요소를 분해하여 기능, 성능, 생산 효율에 미치는 영향을 명확하게 제시합니다. 마케팅 사양을 넘어 실질적 평가 및 운영 체계를 제공합니다.
귀하의 석재 종류(화강암/대리석)에 맞는 초기 매개변수 범위 요청하기
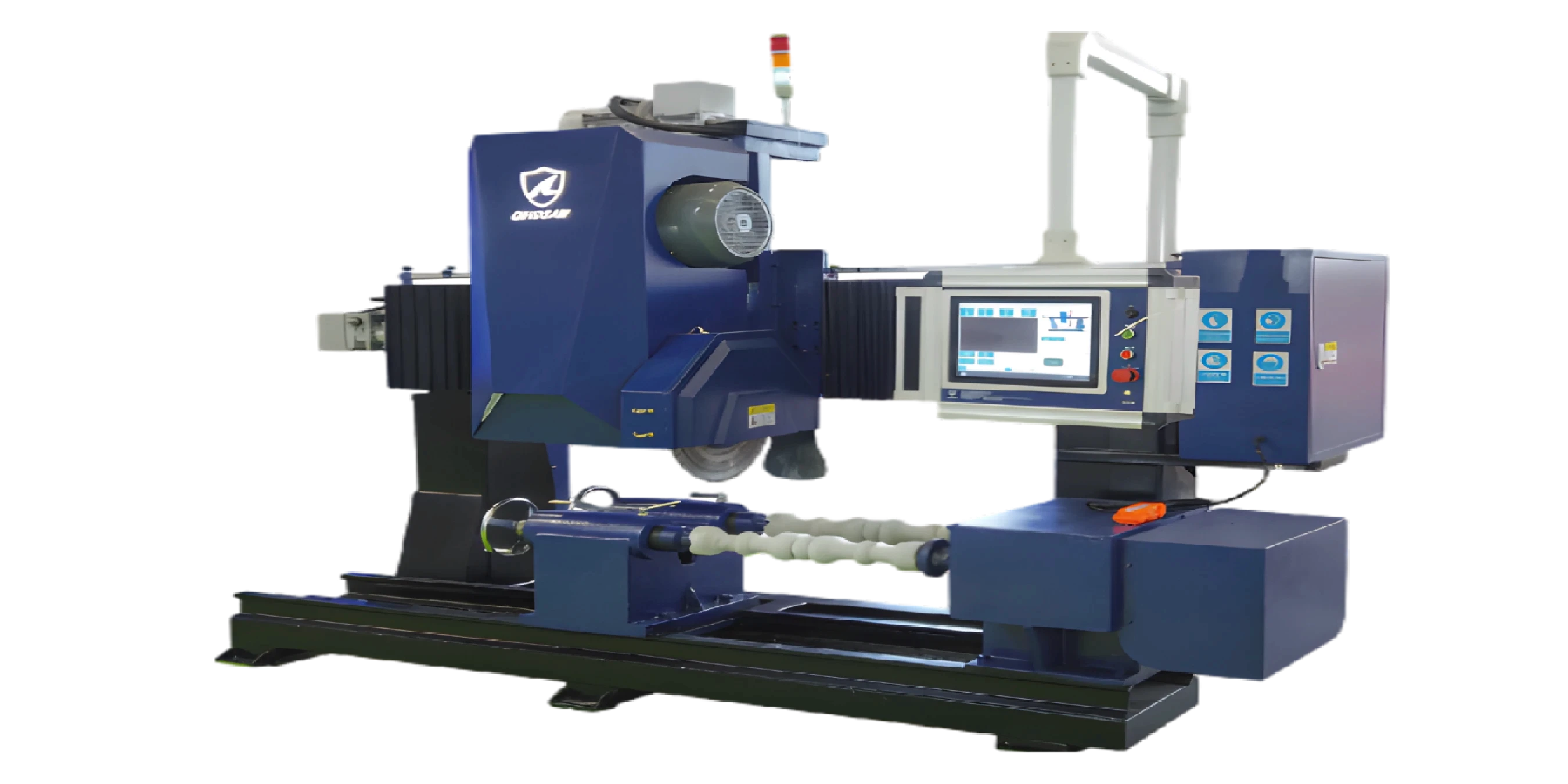
기술적으로 CNC 석재 선반기는 원석을 회전축에 고정하여 절단, 프로파일링, 천공 등 다양한 가공 작업을 수행하는 자동화 공작기계입니다. 본 기종은 CNC(컴퓨터 수치 제어) 시스템을 표준으로 구성하여 최고 수준의 프로그래밍 및 정밀도를 제공합니다. 반복 작업에 특화된 PLC(프로그래머블 로직 컨트롤러) 옵션도 지원됩니다.
기계의 구조는 강성 및 정밀도의 기반입니다. 핵심 부품은 베드, 스핀들, 가이드웨이, 공구대, 제어 시스템, HMI(휴먼-머신 인터페이스)로 구성됩니다. 수직형과 수평형 선반 선택은 다음과 같은 구조적 분기점입니다:

각 부품의 기능 및 한계를 이해하는 것이 유지관리 및 운영 효율화에 필수적인 요소입니다.
선반기의 핵심이며 회전 동력을 제공합니다. 석재 전용 고토크 스핀들 모터가 중량 하중에서도 일정한 속도를 유지하는 데 필수적입니다.매개변수 창: 속도·출력은 기종별로 원석 하중에 맞게 설계되었습니다.
고정밀 리니어 가이드웨이가 공구대의 정확하고 부드러운 이동을 유지합니다. 정기적인 윤활 및 청소로 마모 방지 및 정밀도 확보가 필수적입니다.유지관리: 정기 점검 후 윤활; 일상 체크 및 주간 보충.
척 고정구는 원석 직경별로 안정적 클램핑을 제공하되, 응력 균열이 발생하지 않도록 해야 합니다. 수동 및 유압 클램핑 옵션이 지원됩니다.매개변수 창: 클램핑 직경은 모델별 상이하므로 원석 크기에 맞게 확인하십시오.
다이아몬드 세그먼트 블레이드 등 다양한 공구를 장착할 수 있습니다. 공구대의 강성이 불필요한 진동 방지 및 표면 조도 확보에 중요한 역할을 합니다.공구 용량: 공구 용량은 설정에 따라 상이하므로 주문 시 확인하십시오.

CNC는 G-code를 통한 다양한 프로파일 가공에 유연성이 높으며, PLC는 고정 작업에 단순·견고한 특성을 가집니다. HMI는 운전 및 진단 인터페이스를 제공합니다. 자세한 내용은 석재 선반기 선택 가이드: CNC vs PLC 참고하십시오.
운전 모드: HMI 기반 수동 모드(공구 상/하, 스핀들 리프트 등 직접 조작) 및 자동 모드(거친·정밀·프로파일링 등 선택 루틴), 각 모드는 메인 모터 버튼으로 안전하게 시작/정지할 수 있습니다.
고용량 쿨런트·집진 시스템은 공구 수명과 작업자 안전 확보에 필수적입니다. 실리카 먼지 확산을 억제하고, 공구 및 원석의 열 손상을 방지합니다.유량: 지속적 고용량 습식 절단 및 직접 냉각 유동 확보 필요.
보호 커버가 개방되거나 E-STOP 발동 시 기계 작동을 차단하여 기계 안전 표준에 부합하는 중요한 인터락입니다.
| 증상 | 원인 | 진단 및 조치 |
|---|---|---|
| 과다 런아웃 | 스핀들 베어링 마모, 원석 클램핑 불량 | 스핀들의 유격 확인, 원석 재클램핑 및 중심 조정, 유격 지속 시 베어링 교체 일정 사전 수립 |
| 진동/챠터 | 불균형 원석, 마모 또는 부적합 공구, 속도·이송 설정 오류 | RPM 낮춤, 공구 마모 확인, 원석 균형·지지 상태 점검 |
| 불량 표면 조도 | 무뎌진 공구, 절단 조건 부적합, 쿨런트 부족 | 다이아몬드 공구 교체 또는 재연마, 이송 및 RPM 조정 후 마감 패스, 쿨런트 공급 구간 직접 확인 |
자사 엔지니어링 팀이 귀사의 요구에 맞는 머신 사양 매칭 및 기술적 요구 분석을 지원합니다. 적용 사례 논의 및 프로파일링 머신 전체 부품 사양서 요청하기

CNC는 다양한 맞춤 프로파일 가공에 적합하며, PLC는 반복·표준 부품 가공에 적합합니다.
수평형은 장축 지지에 유리하며, 수직형은 중량·대구경 가공물 고정에 강점을 가집니다.
모델별로 제한이 다르므로 원석 크기 확인이 필요합니다.
회전 부품 접근 차단 및 실리카 먼지 노출 제어 기능을 제공합니다.
 한국어
한국어안녕하세요 👋 어떤 도움이 필요하십니까