



 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский 한국어
한국어Mme Lizzy
Bonjour, ici Lizzy de Dinosaw (non robotisé). Quel modèle de machine souhaitez-vous ? Veuillez nous contacter sur WhatsApp dès maintenant
Horaires d’ouverture:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Dec 22, 20245 MIN DE LECTURE
Dec 22, 20245 MIN DE LECTURE Dec 22, 20245 MIN DE LECTURE
Dec 22, 20245 MIN DE LECTUREÉtude de cas sur la découpe de lingots de verre de quartz à l'aide d'un Châssis Monofil de profilage CNC, mettant l'accent sur la découpe précise de grands ébauches cylindriques en quartz avec des dommages de surface minimaux.


Aperçu du cas
Matériau
Verre de quartz (quartz fondu)
Forme de la pièce
Lingot de verre de quartz cylindrique / ébauche ronde
Méthode de traitement
Découpe par Châssis Monofil de profilage CNC
Application typique
Découpe de lingots de verre de quartz pour l'usinage en aval, composants optiques, semi-conducteurs et industriels
Points clés du traitement
Prévention des fissures, intégrité de surface, stabilité dimensionnelle
Produit associé
DINOSAW Châssis Monofil de profilage CNC
Les lingots de verre de quartz sont largement utilisés comme matériau de base pour des composants industriels de haute précision, notamment des pièces optiques, des consommables pour semi-conducteurs et des éléments résistants à la chaleur.
Contrairement à la pierre naturelle, le quartz fondu est dur, cassant et extrêmement sensible aux contraintes de découpe, ce qui rend l'étape initiale de découpe du lingot cruciale pour le rendement global.
Les lingots cylindriques de grand diamètre nécessitent une découpe stable et à faible vibration pour éviter les microfissures internes qui peuvent ne pas être visibles immédiatement mais provoquer des défaillances lors des étapes ultérieures.
Du point de vue de l'atelier, la découpe des lingots de verre de quartz présente plusieurs défis bien connus :
Haute fragilité : Même de petits chocs mécaniques peuvent initier des fissures
Sensibilité aux contraintes internes : Des forces de découpe inégales peuvent entraîner des ruptures différées
Exigences d'intégrité de surface : Un éclatement excessif augmente la charge de travail de meulage
Grande taille de section transversale : Les lingots épais nécessitent une découpe stable et prolongée
La découpe traditionnelle à la lame introduit souvent des contraintes localisées au bord de coupe, difficiles à maîtriser sur de grands ébauches cylindriques en quartz.
Les opérateurs soulignent que le verre de quartz se comporte très différemment de la pierre.
Il ne tolère pas le contact intermittent ni l'avance agressive.
Tout changement brusque de charge peut propager des fissures dans le lingot, parfois visibles seulement après usinage ultérieur.
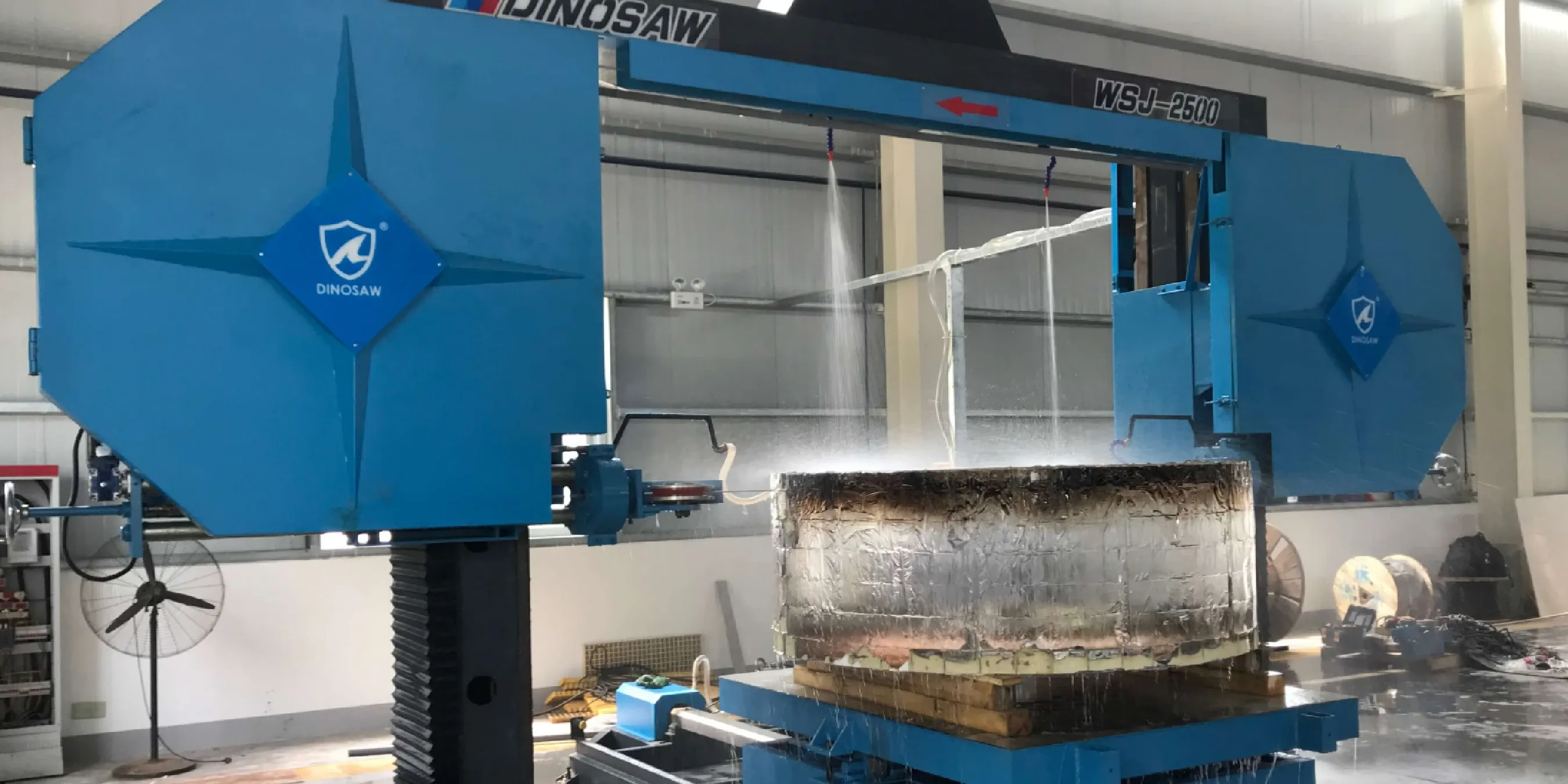
Un Châssis Monofil de profilage CNC applique une force de découpe continue et uniforme sur tout le trajet de coupe.
Le fil diamanté enlève progressivement la matière au lieu de forcer une lame rigide à travers le lingot, ce qui réduit considérablement la concentration de contraintes à l'intérieur du verre de quartz.
Les opérateurs surveillent de près la stabilité de la tension du fil, la vitesse d'avance et le débit du liquide de refroidissement.
La vitesse de coupe est volontairement contrôlée pour assurer une évacuation régulière de la matière et des conditions thermiques constantes, en particulier sur les lingots de grand diamètre où le temps de coupe est long.
La qualité est évaluée en vérifiant :
Absence de fissures visibles ou d'éclats en bordure
Planéité et constance dimensionnelle des sections découpées
État de surface adapté au meulage ou polissage en aval
Si les ébauches découpées restent stables structurellement après la découpe et la manutention, le procédé est considéré comme réussi.
Le lingot de verre de quartz a été solidement positionné sur la table de la machine avec un support approprié pour éviter les vibrations.
Le Châssis Monofil de profilage CNC a été programmé pour une avance contrôlée et une tension de fil stable adaptée au quartz fondu.
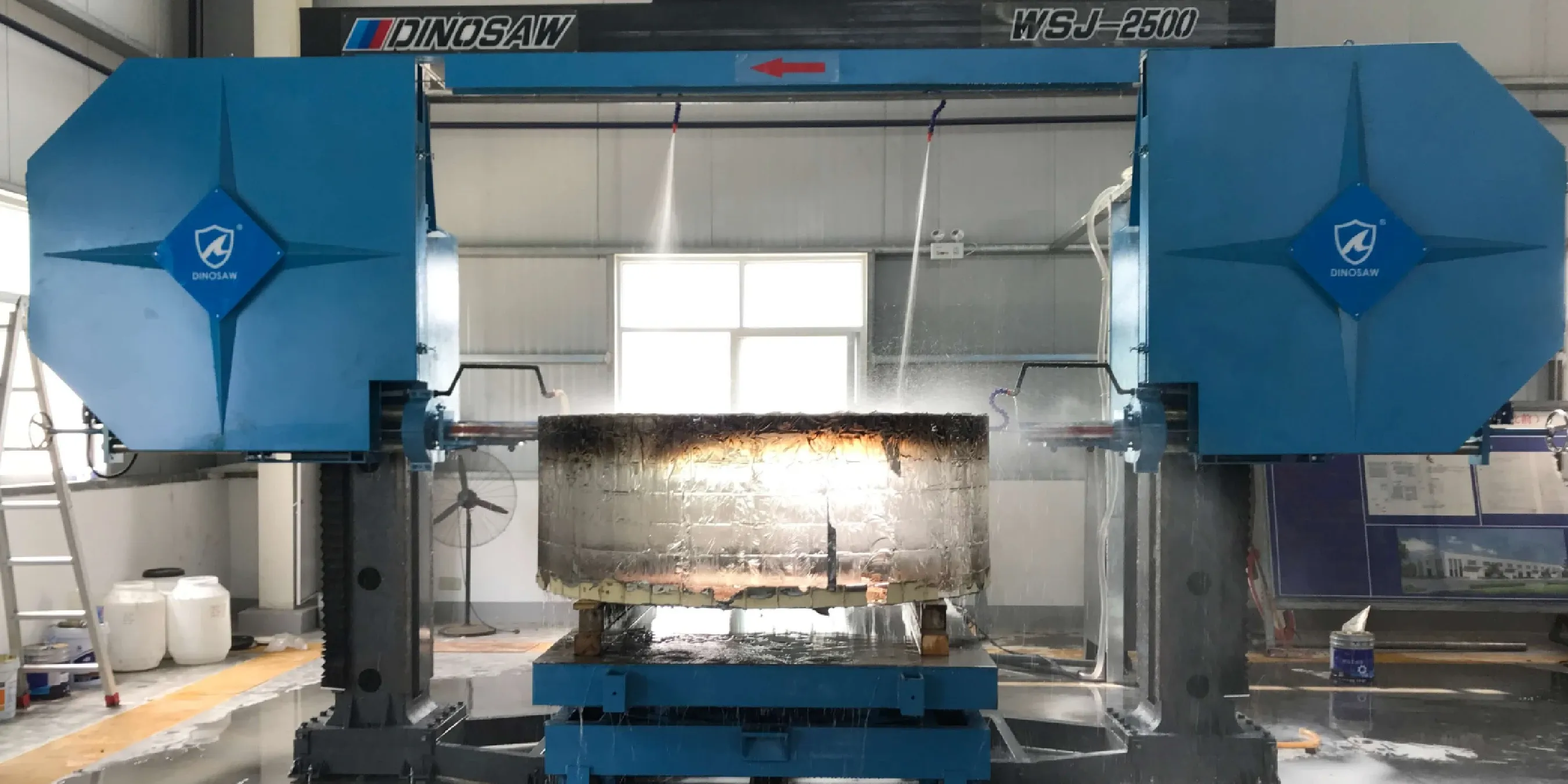
La découpe s'est effectuée en mouvement continu, permettant au fil de traverser en douceur le lingot cylindrique.
L'eau de refroidissement a été appliquée de façon constante pour gérer la température et évacuer les débris de coupe.
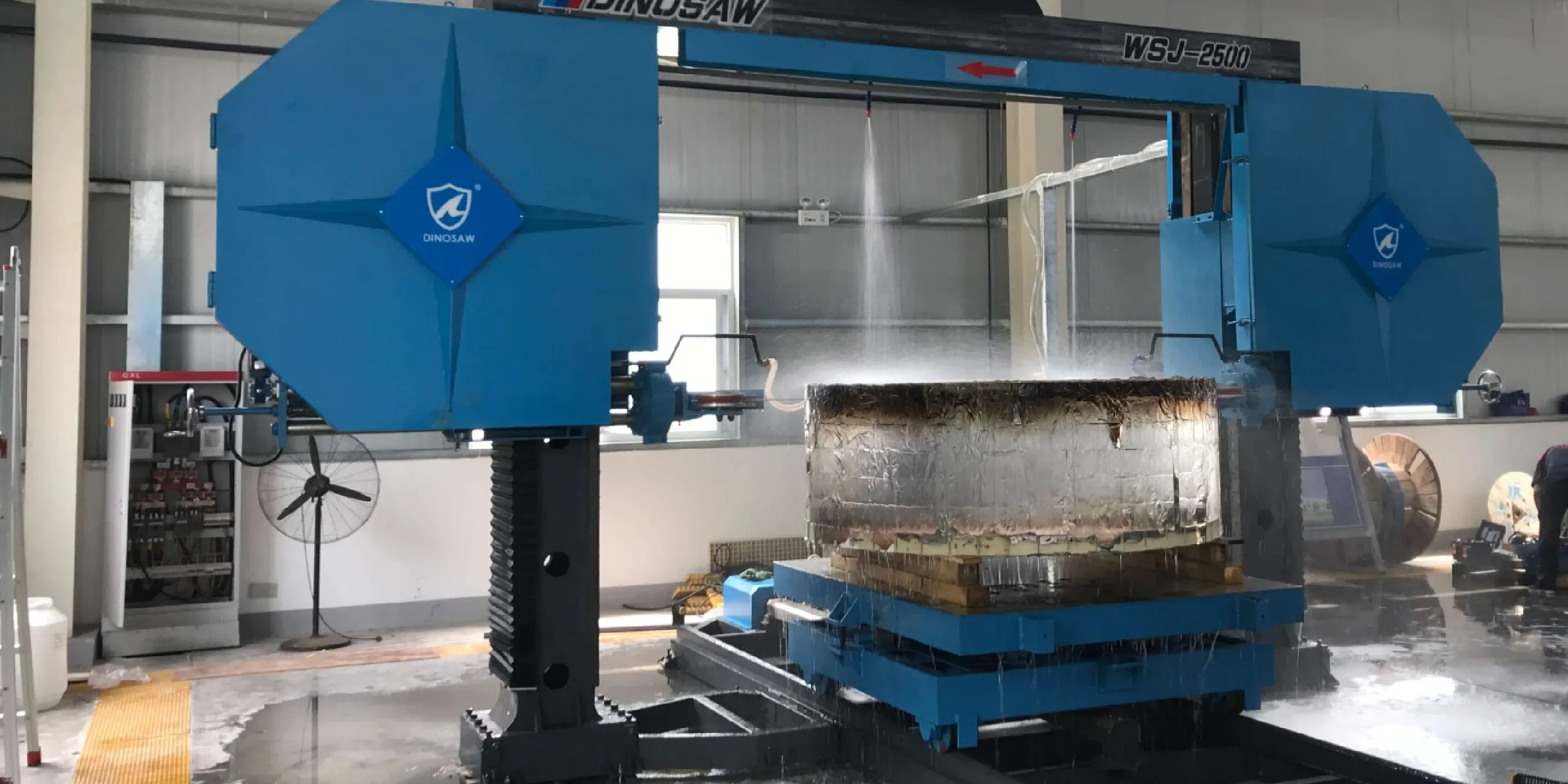
Les ébauches de verre de quartz découpées ont montré une séparation nette avec des dommages en bordure minimes.
Aucune fissure visible n'a été observée pendant ou après la découpe.
La précision dimensionnelle a répondu aux exigences de l'usinage en aval, réduisant le risque de retouches et de rebuts.
Le procédé de découpe s'est avéré stable pour les lingots de quartz de grande taille en fonctionnement continu.
Ce cas est pertinent si vous travaillez avec :
Lingots de verre de quartz ou de quartz fondu
Ébauches cylindriques de grand diamètre
Matériaux fragiles nécessitant une découpe à faible contrainte
Composants de grande valeur où le rendement et l'intégrité sont essentiels
Si votre priorité est une découpe stable sans dommage caché, cette approche de découpe reflète une solution pratique utilisée dans des environnements de production réels.
 Français
Français
Trouvez une solution adaptée
Discussion en ligne
Bonjour, ici Lizzy de Dinosaw (non robotisé). Quel modèle de machine souhaitez-vous ? Veuillez nous contacter sur WhatsApp dès maintenant
Bonjour 👋 Comment pouvons-nous vous aider ?