



 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français 한국어
한국어Ms.Lizzy
Здравствуйте, это Lizzy из оборудования Dinosaw (не робот). Какой станок (модель) Вас интересует? Пожалуйста, напишите нам в WhatsApp.
Часы работы:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Dec 22, 20245 МИН ЧТЕНИЯ
Dec 22, 20245 МИН ЧТЕНИЯ Dec 22, 20245 МИН ЧТЕНИЯ
Dec 22, 20245 МИН ЧТЕНИЯКейс по резке кварцевых стеклянных слитков с помощью машины одноканатной резки с ЧПУ, с акцентом на точное нарезание крупных цилиндрических заготовок из кварца с минимальным повреждением поверхности.


Краткий обзор кейса
Материал
Кварцевое стекло (плавленый кварц)
Форма заготовки
Цилиндрический слиток из кварцевого стекла / круглая заготовка
Метод обработки
Резка на канатном станке с ЧПУ
Типичное применение
Резка слитков кварцевого стекла для последующей обработки, оптики, полупроводниковых и промышленных компонентов
Ключевые задачи обработки
Предотвращение трещин, целостность поверхности, стабильность размеров
Связанный продукт
DINOSAW Машины одноканатной резки с ЧПУ
Кварцевые стеклянные слитки широко используются как исходный материал для высокоточных промышленных компонентов, включая оптические детали, расходные материалы для полупроводников и термостойкие элементы.
В отличие от природного камня, плавленый кварц тверд, хрупок и крайне чувствителен к напряжениям при резке, что делает начальный этап нарезки слитков критически важным для общего выхода годной продукции.
Крупные цилиндрические слитки требуют стабильной, маловибрационной резки, чтобы избежать внутренних микротрещин, которые могут быть незаметны сразу, но приводят к дефектам на последующих этапах обработки.
С точки зрения производства, резка кварцевых стеклянных слитков сопряжена с рядом известных сложностей:
Высокая хрупкость: Даже незначительные механические удары могут вызвать трещины
Чувствительность к внутренним напряжениям: Неравномерные силы резки могут привести к отсроченным разрушениям
Требования к целостности поверхности: Избыточное скалывание увеличивает объем шлифовальных работ
Большой размер поперечного сечения: Толстые слитки требуют стабильной длительной резки
Традиционная резка дисковыми пилами часто приводит к локальным напряжениям на режущей кромке, что сложно контролировать при работе с крупными цилиндрическими заготовками из кварца.
Операторы отмечают, что кварцевое стекло ведет себя совершенно иначе, чем камень.
Оно не допускает прерывистого контакта или агрессивной подачи.
Любое резкое изменение нагрузки может вызвать распространение трещин по всему слитку, которые иногда становятся заметны только после дальнейшей обработки.
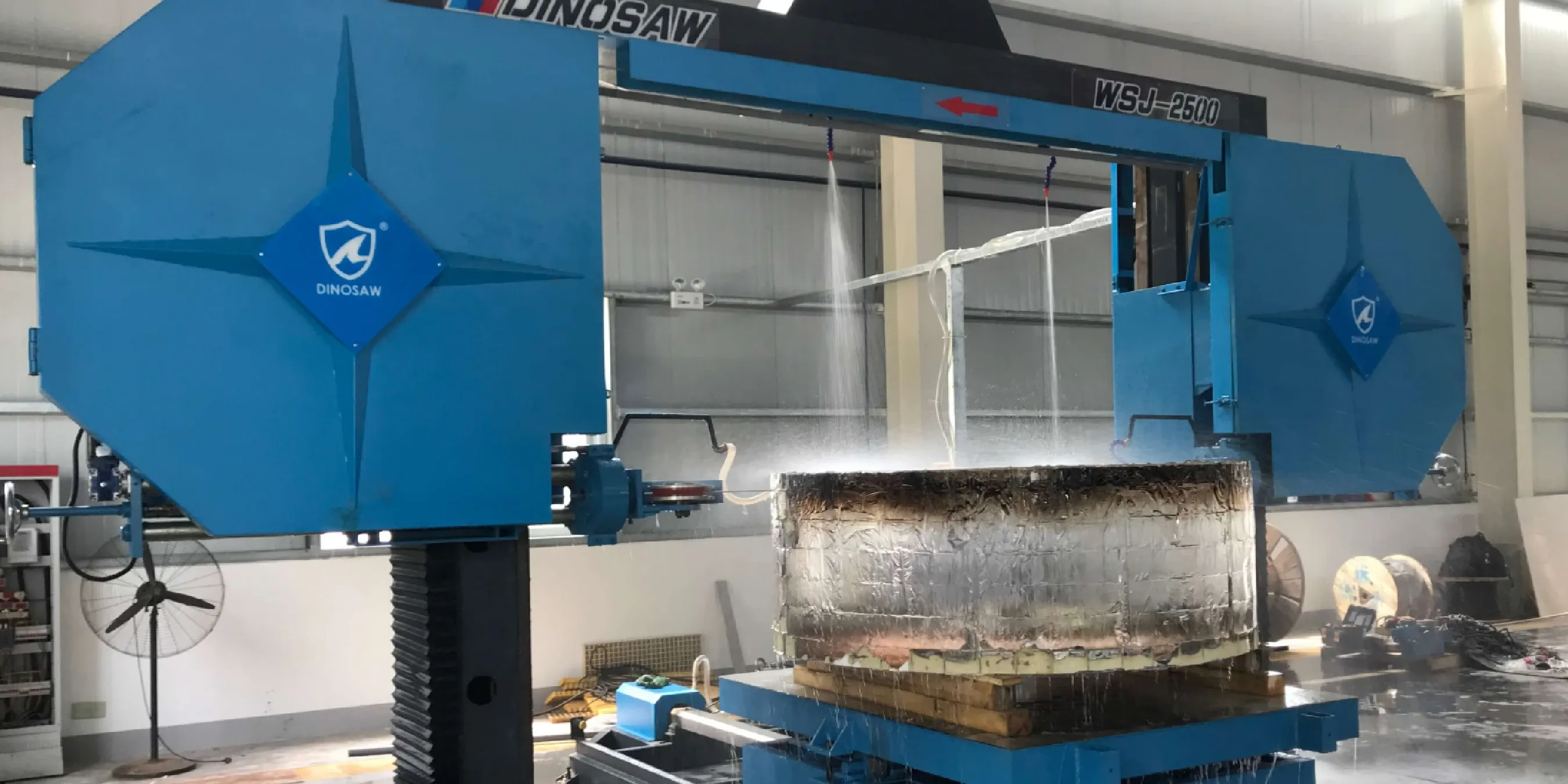
Машина одноканатной резки с ЧПУ обеспечивает непрерывное и равномерное усилие резки по всей траектории.
Алмазный канат постепенно снимает материал, а не продавливает жесткое лезвие через слиток, что существенно снижает концентрацию напряжений внутри кварцевого стекла.
Операторы внимательно следят за стабильностью натяжения каната, скоростью подачи и потоком охлаждающей жидкости.
Скорость резки намеренно контролируется для обеспечения плавного съема материала и стабильных температурных условий, особенно при работе с крупными слитками, где процесс занимает много времени.
Качество оценивается по следующим критериям:
Отсутствие видимых трещин и сколов по краям
Плоскостность и стабильность размеров нарезанных секций
Состояние поверхности, подходящее для дальнейшего шлифования или полировки
Если нарезанные заготовки сохраняют структурную стабильность после резки и перемещения, процесс считается успешным.
Кварцевый слиток был надежно зафиксирован на столе станка с соответствующей поддержкой для исключения вибраций.
Машина одноканатной резки с ЧПУ была запрограммирована на контролируемую подачу и стабильное натяжение каната, подходящее для плавленого кварца.
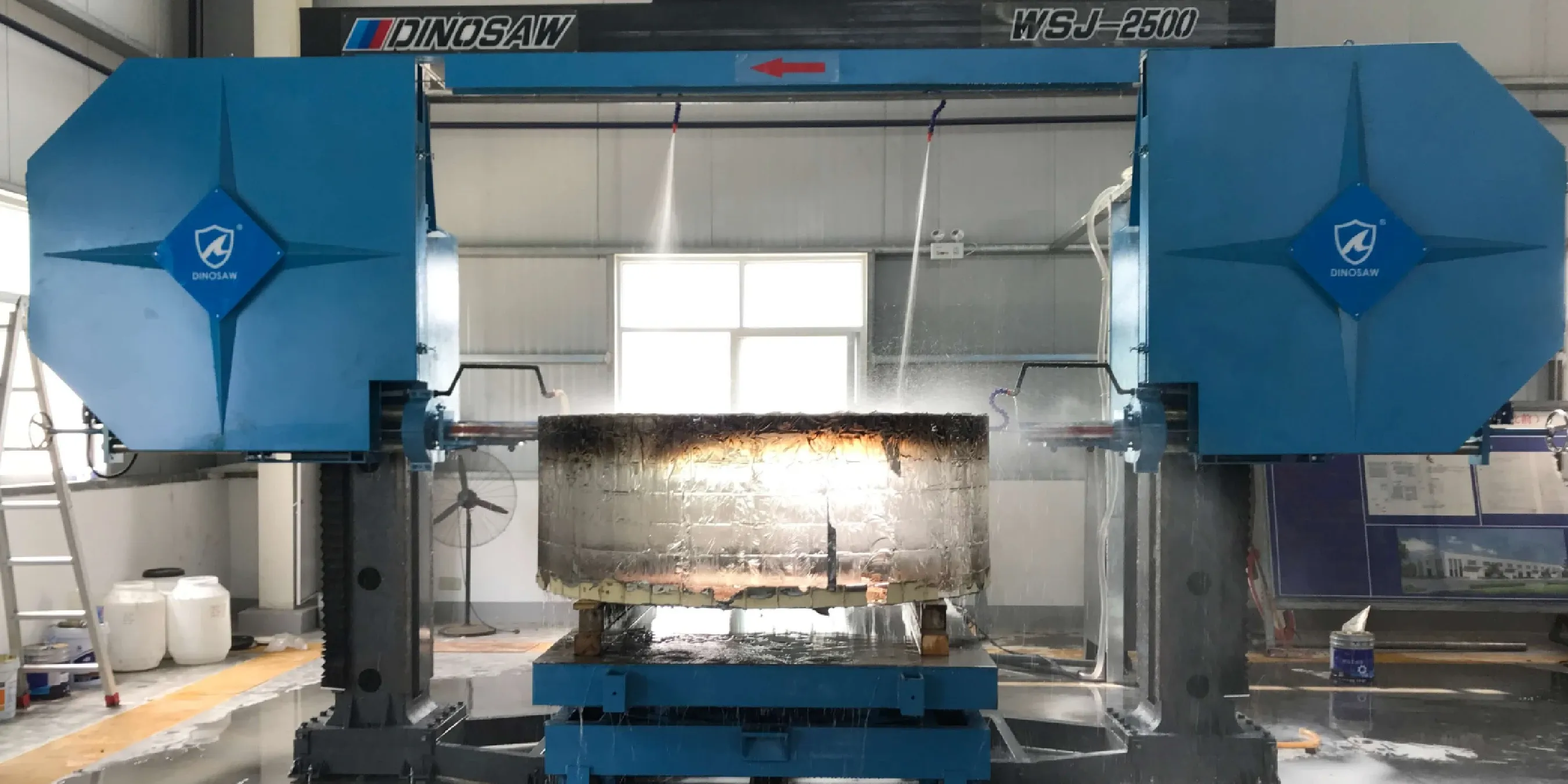
Резка осуществлялась в непрерывном режиме, позволяя канату плавно проходить через цилиндрический слиток.
Охлаждающая вода подавалась постоянно для контроля температуры и удаления стружки.
Нарезанные заготовки из кварцевого стекла имели чистое разделение с минимальными повреждениями по краям.
Видимых трещин в процессе и после резки не обнаружено.
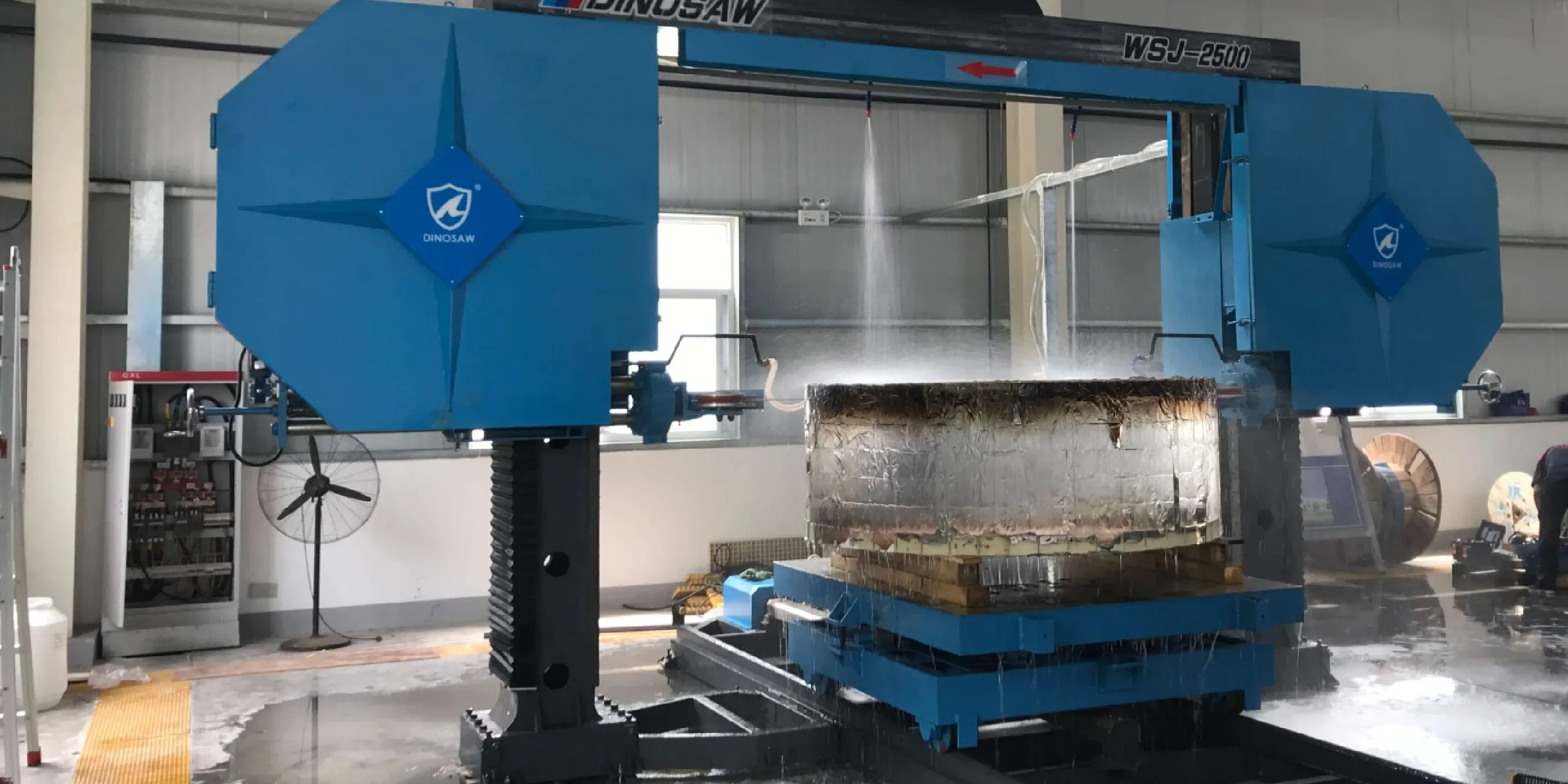
Точность размеров соответствовала требованиям дальнейшей обработки, что снизило объем переделок и риск брака.
Процесс резки показал стабильность при работе с крупными кварцевыми слитками в непрерывном режиме.
Этот кейс будет полезен, если вы работаете с:
Кварцевыми или плавлеными кварцевыми слитками
Крупными цилиндрическими заготовками
Хрупкими материалами, требующими низконапряженной резки
Высокоценными компонентами, где важны выход и целостность
Если ваш приоритет — стабильная резка без скрытых повреждений, этот подход отражает реальное производственное решение.
 Русский
Русский
Получите простое решение
Онлайн-чат
Здравствуйте, это Lizzy из оборудования Dinosaw (не робот). Какой станок (модель) Вас интересует? Пожалуйста, напишите нам в WhatsApp.
Здравствуйте 👋 Чем можем помочь?