



 English
English 中文
中文 Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어Sig.ra Lizzy
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Orari di apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 5, 20255 MINUTI DI LETTURA
Oct 5, 20255 MINUTI DI LETTURA Oct 5, 20255 MINUTI DI LETTURA
Oct 5, 20255 MINUTI DI LETTURAMassimizzazione della produttività con la guida O&M dedicata ai macchinari a filo diamantato CNC. Sono incluse verifiche giornaliere, risoluzione guasti, piani di manutenzione e note di sicurezza per gli operatori.
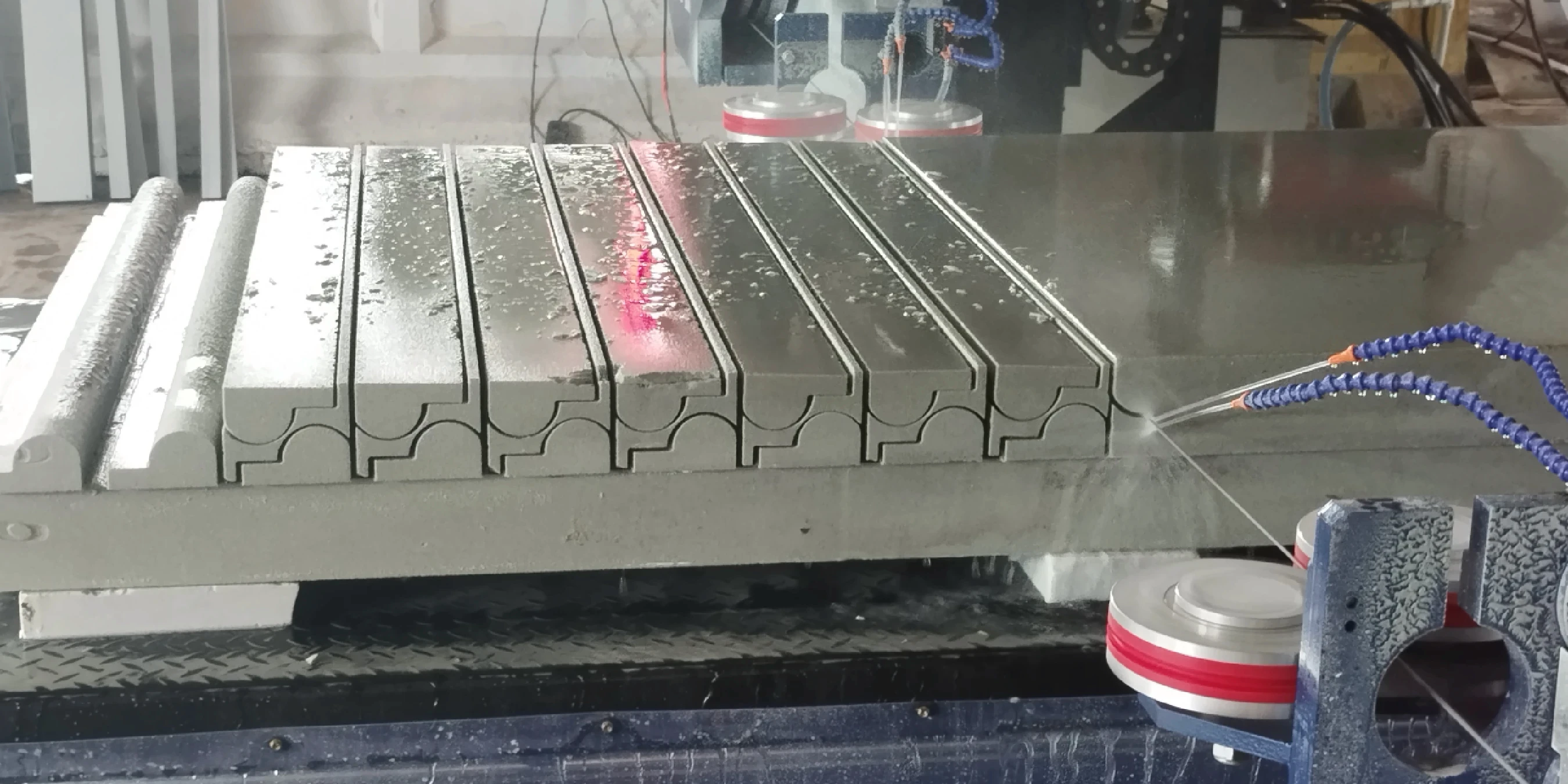
Le prestazioni di una macchina dipendono da un’operatività conforme e da una manutenzione proattiva. Questa guida pratica fornisce agli operatori e ai tecnici checklist operative SOP, risoluzione rapida degli errori ricorrenti e un piano chiaro di manutenzione preventiva. L’adozione di queste procedure consente di massimizzare l’operatività, garantire precisione e mantenere un ambiente di lavoro sicuro.
Dall’avviamento all’arresto, la guida copre le competenze essenziali per gestire e mantenere il proprio investimento in modo efficace. Per una comprensione approfondita dei componenti del macchinario menzionati, fare riferimento alla Guida tecnica approfondita sul Monofilo CNC.

La coerenza operativa è determinante. Queste checklist consentono di standardizzare il flusso di lavoro giornaliero.
In caso di problematiche, un approccio sistematico nella diagnosi permette un risparmio di tempo. Di seguito una guida rapida alle criticità più comuni.
Problema: Il filo diamantato si rompe prima della durata attesa.Diagnosi: La tensione del filo è troppo alta o troppo bassa per il materiale? Le gole delle pulegge di guida sono usurate causando punti di schiacciamento? L’avanzamento è troppo aggressivo?Soluzione: Verificare i parametri di tensione. Controllare che le gole delle pulegge siano a “V” e non a “U”, sostituire se usurate. Ridurre la velocità d’avanzamento.
Problema: Il pezzo finito non corrisponde alle dimensioni del programma.Diagnosi: Il filo vibra eccessivamente? Il pezzo è fissato correttamente? Gli assi sono stati calibrati di recente?Soluzione: Verificare la tensione del filo. Serrare il pezzo. Eseguire la procedura di calibrazione degli assi. Se si verifica sull’asse rotativo, possibile disallineamento.
Problema: Tagli cilindrici o di profilo risultano inclinati o fuori centro.Diagnosi: L’azzeramento asse è stato svolto correttamente? Presenza di codice errore CNC relativo all’encoder? Esiste gioco meccanico sull’asse?Soluzione: Ripetere l’azzeramento. Verificare gli errori nel controllo CNC. Controllo manuale per giochi meccanici. In caso di presenza, si rende necessaria assistenza tecnica specializzata.
Problema: Il motore principale risulta eccessivamente caldo o segnala un allarme termico.Diagnosi: Il carico di taglio (avanzamento) è troppo elevato? La ventola di raffreddamento del motore è ostruita dalla polvere? I cuscinetti del motore emettono rumore di sfregamento?Soluzione: Ridurre i parametri di taglio. Pulire esterno del motore e ventola di raffreddamento. Se presenti rumori ai cuscinetti, programmare la sostituzione.
Problema: Fuoriuscite o spruzzi d’acqua in aree diverse dalla zona di taglio.Diagnosi: I raccordi dei tubi di raffreddamento sono allentati? Tubi crepati o forati? Scarico fanghi ostruito causa fuoriuscita?Soluzione: Serrare fascette e raccordi. Controllare e sostituire i tubi danneggiati. Eliminare ostruzioni nel sistema raccolta e scarico fanghi.
La seguente pianificazione rappresenta una linea guida generale. La programmazione effettiva va adeguata in base all’intensità di utilizzo e all’abrasività dei materiali processati.
| Frequenza | Attività |
|---|---|
| Giornaliera | Pulizia dei fanghi da piano, pulegge e struttura macchina. Verifica visiva del filo diamantato. Verifica presenza protezioni di sicurezza. |
| Settimanale | Ispezione usura gole pulegge di guida. Lubrificare i punti specificati (guide lineari, viti). Pulizia filtro acqua se necessario. Controllo sistema tensionamento filo per funzionamento fluido. |
| Mensile | Verifica filtri quadro elettrico e pulizia/sostituzione. Serraggio connessioni elettriche scollegando e mettendo in sicurezza. Calibrazione assi. Ispezione cinghie di trasmissione per usura o danni. |
| Trimestrale | Esecuzione diagnostica completa dal pannello di controllo. Verifica e regolazione gioco asse rotativo se richiesto. Controllo perdite/usura circuiti idraulici/pneumatici. Esame registro interventi per anomalie ricorrenti. |

L’utilizzo di macchinari pesanti comporta rischi intrinseci. L’aderenza ai protocolli di sicurezza è obbligatoria.
Indossare sempre occhiali di protezione certificati ANSI, calzature antinfortunistiche impermeabili e guanti idonei. In presenza di polveri secche, è obbligatorio l’uso di un respiratore.
Prima di qualunque intervento di manutenzione, la macchina deve essere messa fuori tensione e bloccata. Attenersi alle procedure delle normative ufficiali quali OSHA: Lockout/Tagout. Non bypassare mai i sistemi di sicurezza.
Il taglio di pietra, calcestruzzo e quarzo genera silice cristallina respirabile, nota come cancerogeno. Il taglio ad umido aiuta ad abbattere la polvere, ma ventilazione e gestione acqua corretta sono imprescindibili. Per ulteriori informazioni, consultare le linee guida OSHA: Respirable Crystalline Silica e NIOSH: Crystalline Silica. Lo smaltimento dei fanghi deve avvenire secondo le norme locali ambientali (es. EPA in USA, REACH nell’UE).
Mantenere tutte le protezioni in posizione durante la lavorazione. Verificare la posizione degli arresti di emergenza e garantirne l’accessibilità.
Ricambi originali come filo, pulegge e altri componenti sono ordinabili direttamente da DINOSAW o tramite distributori autorizzati. L’utilizzo di ricambi OEM garantisce compatibilità, performance e il mantenimento della garanzia della macchina.
La durata delle pulegge dipende dall’uso e dai materiali lavorati. Si raccomanda ispezione settimanale per l’usura delle gole. In caso di lavorazioni gravose su granito duro e con impiego monomandata, la sostituzione tipicamente avviene ogni 3-6 mesi. Su materiali più teneri la durata aumenta.
Utilizzare grasso al litio di alta qualità su guide lineari e viti a ricircolo di sfere. Consultare il manuale ufficiale CNC Diamond Wire Saw Pro; le specifiche esatte possono variare in base al componente.
Sì, un operatore formato o un tecnico interno può eseguire compiti giornalieri, settimanali e mensili come pulizia, lubrificazione e calibrazione base. Diagnostica trimestrale o riparazioni maggiori devono essere affidate a tecnici certificati.
Annotare codice e messaggio dell’errore. Consultare la sezione risoluzione guasti del manuale per il codice specifico. Di norma, la causa è riconducibile a sensori ostruiti o interruttori di sicurezza da ripristinare.
Sì, la formazione in sede viene di norma fornita in fase di installazione ed è altamente raccomandata. Un’adeguata formazione è determinante per il rendimento e la durata del macchinario. Rivolgersi a commerciale o assistenza per organizzare sessioni per nuovi addetti.
Il controllo CNC dispone di una procedura integrata di calibrazione, generalmente nel menu impostazioni o manutenzione. Tipicamente prevede l’impiego di una comparatore di precisione o tastatore per la rilevazione degli spostamenti, consentendo al software di compensare eventuali errori. Seguire sempre la procedura specifica riportata nel manuale della macchina.
 Italian
Italian
Soluzione semplice richiesta
Chat online
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Salve 👋 Come possiamo assistervi?