결합제 유형 연마입도 사다리 4인치/100mm 크기 백킹 방식까지 화강암 대리석 콘크리트 재질별 대응. If-Then 선택 트리 및 안전 참고 사항 포함.
다이아몬드 연마패드 선택은 표면 조도 일관성, 연마 주기 시간, 총 소유 비용(TCO)에 직접적인 영향을 미칩니다. 단순한 선택이 아닙니다. 패드 크기(예: 4인치/100mm), 결합제 종류, 연마입도 사다리를 재질에 맞게 체계적으로 맞추면 재작업을 줄이고 운영 리스크를 효과적으로 관리할 수 있습니다.
자재와 마감 사양별 맞춤 선택표를 요청하십시오.
이 가이드에서는 선택 프로세스를 체계적으로 설계할 수 있도록 결정 트리와 주요 구매 고려 사항을 제공합니다. 전체 개요는 다이아몬드 패드 선택에서 확인하십시오.
다이아몬드 패드 구매 결정 6가지 핵심 변수
패드 선택은 6가지 주요 변수 중심으로 설계하십시오. 올바른 변수 설정이 예측 가능한 마감의 첫 단계입니다.
- 크기: 4인치/100mm 패드는 핸드 연마기 업계 표준입니다. 직경을 반드시 확인하고 연마기 백킹 플레이트 상태를 점검하십시오. 내경은 보통 100mm 패드가 16mm, 125mm는 20mm, 150mm는 25mm입니다. 특수 사양이 필요한 경우 사전에 확인하십시오.
- 결합제 종류: 마감과 고광택에는 레진 결합제가 기본이며, 형상 가공에는 메탈 결합제가 공격적입니다. 특정 용도에 따라 하이브리드 옵션도 있습니다.
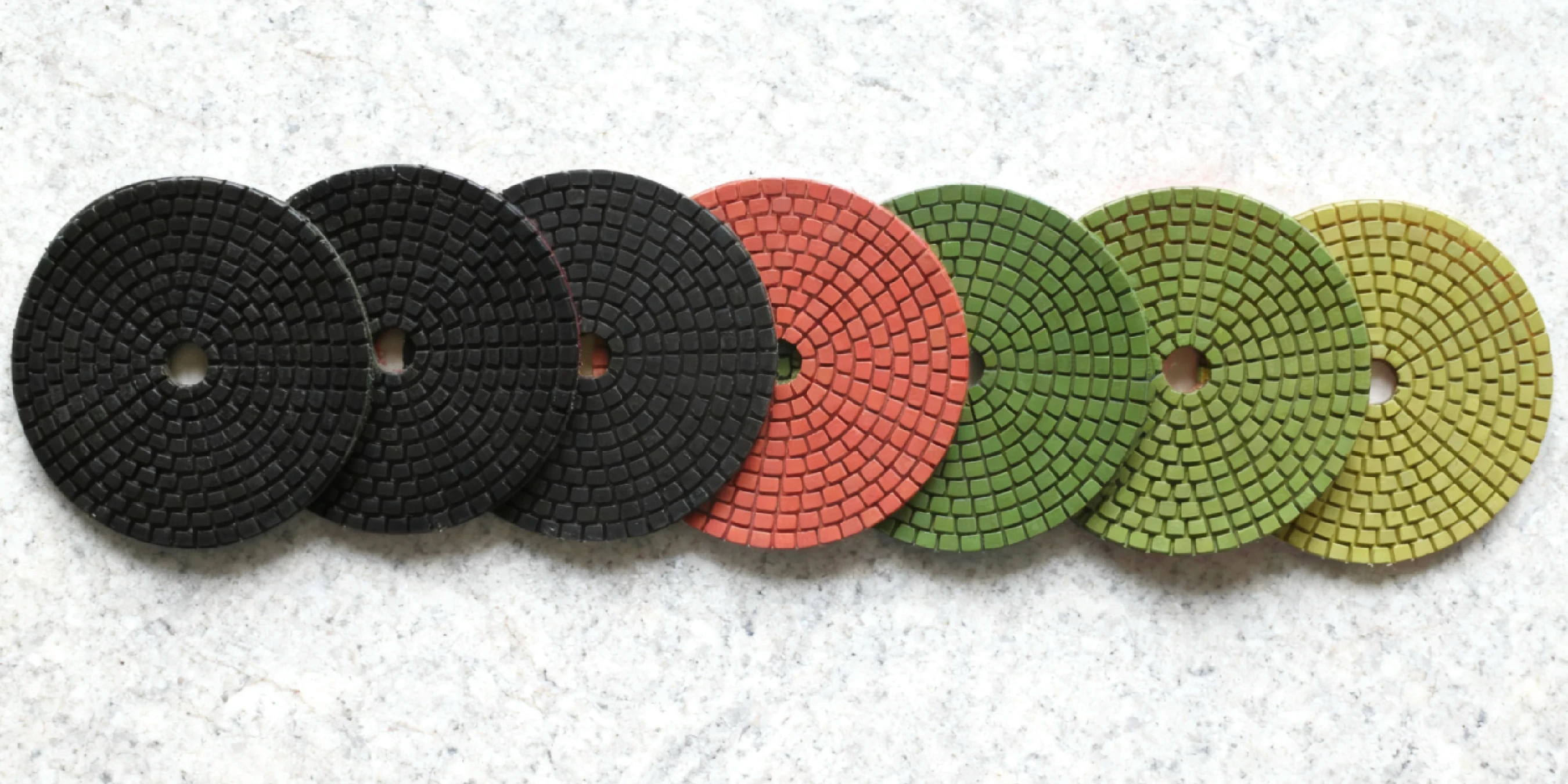
- 연마입도 사다리: 일반적으로 #50부터 #3000까지 사다리 구조입니다. 초기 표면 상태와 목표 광택에 맞춰 시작점과 끝점을 지정하십시오.
- 백킹: 신속 교환을 위해 훅앤루프(벨크로) 방식이 표준입니다. 백킹 플레이트 마모 여부를 정기적으로 점검해 견고한 체결 상태를 유지하십시오.
- 건식/습식: 건식 연마는 현장 이동성이 우수합니다. 습식 연마는 광택을 높이고 분진 제어 및 패드 적재 방지에 효과적이므로 대리석 및 엔지니어드 스톤에 권장합니다.
- 홀더 호환성: 훅앤루프 체결 상태를 항상 확인하고 안정적인 RPM과 압력 범위 내에서 운영해 패드 미끄러짐 및 손상을 방지하십시오.
중요 참고사항: 어댑터에는 단/이중층 고무, 알루미늄, 에어 폴리셔용 공압 접착 패드 등이 있습니다. 기계 조인트는 사용 장비에 맞게 선택하십시오(Dinosaw의 자동화 설비 포함).
최종 연마용 BUFF 패드 선택 기준
흑색 또는 매우 어두운 석재에는 흑색 버프, 기타 색상에는 백색 버프를 사용하십시오. BUFF 단계는 #3000 이상 미세 연마용 패드로 최종 미러 광택 확보가 목적입니다.
연마 공정 단계 수 지정 방법
대부분 작업에는 표준 7단계(50#, 100#, 200#, 400#, 800#, 1500#, 3000#) 사다리를 적용하십시오. 시간 제한 혹은 석재가 상대적으로 연하면(예: 일부 대리석) 3단계/4단계/5단계로 단축하고 BUFF 패드를 마무리로 사용하면 매우 거친 석재에서도 근접 미러 광택을 얻을 수 있습니다.
If-Then 선택 트리 초기 설정
초기 패드 조합은 아래 결정 경로를 참조하십시오. 단, 실제 생산 전 스크랩 조각에서 파라미터 검증을 반드시 수행해야 하며, 개별 장비 특성이 결과에 영향을 줍니다.
- 화강암 엣지(건식)인 경우 메탈 또는 하이브리드 결합제에 #100~#1500 사다리를 적용하십시오. 중간 압력, 장비 메뉴얼 기준 안정적 RPM을 맞추십시오. 기술적 유의사항: 열 발생 모니터링, 번 자국이 검색되면 습식 가공으로 전환하십시오.
- 화강암 슬래브(습식)인 경우 레진 결합제 및 #200~#3000 사다리 적용, 저압력 및 냉각수 연속 공급을 유지하십시오. 기술적 유의사항: 패스 오버랩을 균일하게 유지해 광택 불균일 예방하십시오.
- 대리석 슬래브(습식)인 경우 레진 결합제 및 #200~#3000 사다리가 필수입니다. 아주 약한 압력과 냉각수 연속 공급을 유지하십시오. 기술적 유의사항: 대리석 고유 광택 보존 및 분진 최소화에 효과적입니다.
- 콘크리트 패치 블렌딩(건식→습식)인 경우 메탈 결합제로 #100~#800 사다리를 시작하십시오. 에지 페더링 및 단계별 진공 처리 필요. 기술적 유의사항: 과도한 분진 발생 시 습식 냉각으로 전환하십시오.
- 엔지니어드 스톤/쿼츠(습식)인 경우 레진 결합제 및 #200~#3000 사다리, 냉각수 연속 공급을 유지하십시오. 기술적 유의사항: 습식 가공은 패드 적재 방지 및 레진 번 방지에 필수적입니다.
- 고광택 목표인 경우 레진 결합제 사다리 #3000까지 연장, 습식 연마 및 패스 속도 저감. 고객사 사양 기준 Gloss Unit(GU) 목표 설정. 기술적 유의사항: 광택 KPI는 글로스 미터로 검증해 사양 충족 여부 확인하십시오.

현재 가공 공정과 다이아몬드 패드 비교
수작업과 자동화 설비 모두에서 다이아몬드 패드의 장점은 분명합니다.
- 수작업 공정 대비: 기존 연마재 사용 시 숙련도 요구 및 결과 일관성 확보가 어려울 수 있습니다. 다이아몬드 패드는 반복성과 표면 조도 일정성을 제공해 재작업 최소화로 사이클당 비용을 낮춥니다(초기 패드 비용은 높더라도 이점이 큽니다).
- 자동화 공정 대비: 자동화 장비를 적용 중인 경우 다이아몬드 패드는 정밀도와 반복성을 더 높입니다. 권장 RPM와 압력값을 PLC 또는 드라이브 파라미터에 연동해 패드와 장비 성능을 극대화하십시오.
구매 및 수명관리 참고사항
- 예비품: 연마입도별 전체 패드 세트를 비치하십시오. 예비 패드 재고는 Dinosaw 보고 주기 및 귀사 실제 사용빈도에 맞게 조정하십시오.
- 유지관리: 교대마다 패드 청소 및 상태 점검 계획을 수립하십시오. 갈라짐 혹은 드레싱 불가한 지속적 글레이징 발생 시 패드 교체하십시오.
- 교육: 연마입도 교체, RPM/압력 설정, 냉각수 관리 등 표준작업절차(SOP)를 준수하도록 교육하십시오. 파라미터 기록은 일관성 확보에 유효합니다.

자주 묻는 질문
화강암 엣지에 적용할 결합제는 무엇입니까
형상 가공에는 메탈 결합제를 선택하십시오. 마감 단계에서는 레진 결합제로 전환하십시오. 건식 연마 시 열 및 분진을 면밀히 모니터링해 번 자국 발생을 방지하십시오.
훅앤루프 백킹 사용해야 합니까
네, 훅앤루프(벨크로)는 업계 표준으로 빠른 교환과 안정적 체결을 제공합니다. 연마기 백킹 플레이트를 정기적으로 점검해 연결 상태를 항상 확인하십시오.
연마입도 사다리 구성 방법은 무엇입니까
초기 결함 및 목표 광택 기준으로 사다리를 설계하십시오. 일반 진행은 #50 → #100 → #200 → #400 → #800 → #1500 → #3000 입니다. 거친 표면은 낮은 단계부터, 프리-마감된 표면은 높은 단계부터 시작하십시오.
건식과 습식 연마를 혼합해 사용해도 됩니까
네, 흔히 효과적인 방식입니다. 이동성 및 형상 가공에는 건식, 최종 광택 및 분진 제어에는 습식 연마로 전환하십시오.
다이아몬드 연마패드 교체 기준은 무엇입니까
드레싱 불가한 지속적 글레이징, 백킹 분리 시작, 반복적 불균일 연마 발생 시 즉시 패드를 교체하십시오. 마모된 패드 사용은 추가 작업만 발생시킵니다.




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





 Oct 12, 20255분 소요
Oct 12, 20255분 소요
 한국어
한국어