



 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский





Ms.Lizzy
Dinosaw의 Lizzy입니다(로봇 아님). 어떤 머신(모델)이 필요하십니까? 지금 WhatsApp으로 문의하십시오
 Oct 12, 20253분 소요
Oct 12, 20253분 소요 Oct 12, 20253분 소요
Oct 12, 20253분 소요패드 구조, 결합제 종류, 연마입도 단계, 화강암·대리석·콘크리트 별 시작 RPM 및 공정 기술적 유의사항과 안전 참고사항을 확인하십시오.
다이아몬드 연마 패드는 제어된 RPM과 압력에서 깨끗하게 가공되어 더욱 정밀하고 반복재현 가능한 표면 조도를 제공합니다. 귀사의 엔지니어·설비 담당팀에는 안정적인 마감 품질, 공정 횟수 감소, 재가공 감소라는 실질적 효과를 기대할 수 있습니다. 이는 기존 연마 방식에 비해 의미 있는 업그레이드입니다.
귀사 원재료별 기술 데이터시트와 시작 조건을 요청하십시오.
Diamond Polishing Pad Datasheet는 연마 패드가 다층 구조 소모품임을 명확히 보여줍니다. 산업용 다이아몬드 입자가 수지 또는 금속 결합제로 결속되어 견고한 소재를 세밀하게 가공하며, 벨크로(후크 앤 루프) 백킹이 장착되어 교체가 빠릅니다.
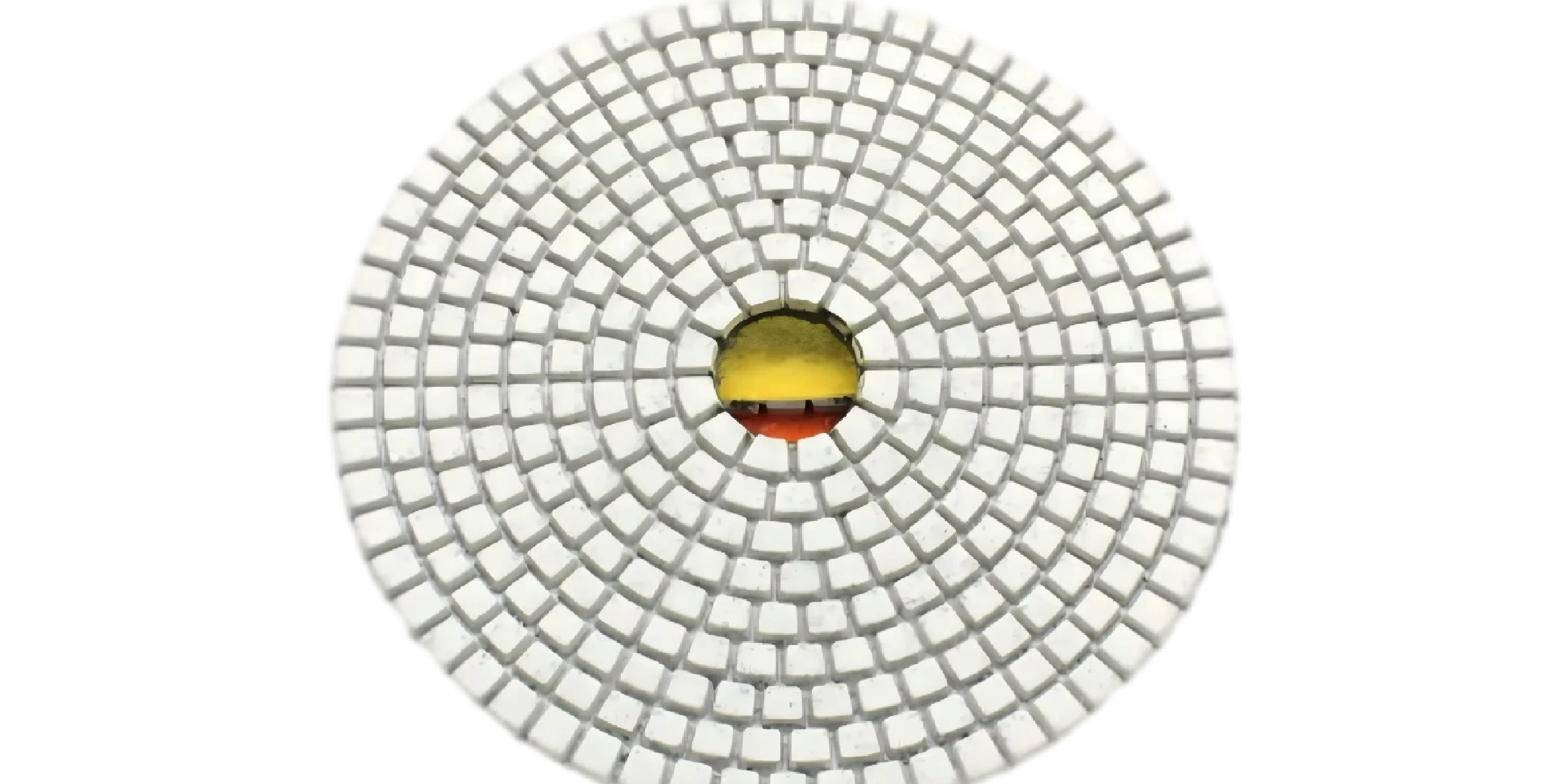
다이아몬드 연마 패드의 성능은 핵심 기계적, 재료 과학 원리가 조합되어 구현됩니다. 이 때문에 전통적 연마와 차별화됩니다.
각 요소의 성격을 이해하면 작업에 적합한 패드 선정이 가능합니다.

귀하의 석재 가공 장비에 안정적으로 패드를 장착하기 위한 패드 어댑터(조인트)도 제공합니다.
대표적인 문제를 조기에 진단해 대응해야 품질·효율을 유지할 수 있습니다.

다이아몬드 패드는 벨크로나 표준 어댑터 채택으로 다양한 휴대용·바닥·작업대 장비와 광범위하게 호환됩니다. 하나의 도구 계열에 제한되지 않습니다. 단, 안전이 최우선입니다. OSHA 결정규정(1910.1053) 및 NIOSH 분진 관리 매뉴얼 기준, 분진 제어를 위해 반드시 습식 또는 국소 배기 방식을 사용하십시오. 휴대용 석재 폴리셔 습식 분진 저감 시스템 실사례 참조 바랍니다.
비표준 어댑터 사용 시(고무 단층/이중, 알루미늄, 에어 압착식 등) 대응 가능합니다.
간단히 문의 주시면 즉시 최적 패드·어댑터 매칭안을 안내드립니다. 제공 정보:
적합한 매칭안 및 시작 입도(그릿) 라더를 회신드립니다.

수지 결합제는 마감 및 고광택 가공에 적합하며, 접촉면이 유연합니다. 금속 결합제는 신속한 이물 제거와 내구성에 강점이 있어 전처리에 적합합니다.
과도한 열·압력이 발생하면 패드 표면이 연마 대신 연마 자체를 반질거리게 만들 수 있습니다. 압력 및 RPM 낮추기, 습식 전환으로 예방할 수 있습니다.
화강암은 #50~#100 등 거친 입도부터 시작할 수 있습니다. 대리석은 소재 보호를 위해 #200 등 중간 입도, 습식 가공으로 시작하는 것이 바람직합니다.
건식 사용도 가능하지만, 반드시 발열 및 분진을 주의 깊게 관리하십시오. 연속 이송과 저압, 버닝 발생 시 즉시 습식 전환을 권장합니다.
예, 사전 습윤은 초기 슬러리 형성 및 발열 저감에 도움이 됩니다. 최상의 광택 유지를 위해 가공 내내 지속적인 냉각수 공급과 균일 분포를 확보하십시오.
패드 표면의 글레이징이 드레싱으로도 해소되지 않거나, 벨크로 백킹판이 떨어지거나, 세정 후에도 컷팅 불균일이 발생할 경우 교체를 권장합니다. 마모 패드 사용은 곧 공정 결함 원인입니다.
다이아몬드 연마 패드는 정밀 마감에 체계적 접근을 제공합니다. 입도 선택, 결합제 선정, RPM·압력·냉각수 등 핵심 변수를 제어하고 실리카 안전기준을 준수하면 적은 작업 수와 재가공 없이 균일 광택 가공이 가능합니다. 이는 글로벌 선두 석재 절단기 브랜드의 핵심 역량입니다.
 한국어
한국어안녕하세요 👋 어떤 도움이 필요하십니까