



 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어Sra. Lizzy
Hola, soy Lizzy de Dinosaw (no soy un robot). ¿Qué máquina (modelo) necesita? Escríbanos por WhatsApp ahora.
Horario de atención:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Apr 18, 2024LECTURA DE 5 MIN
Apr 18, 2024LECTURA DE 5 MIN Apr 18, 2024LECTURA DE 5 MIN
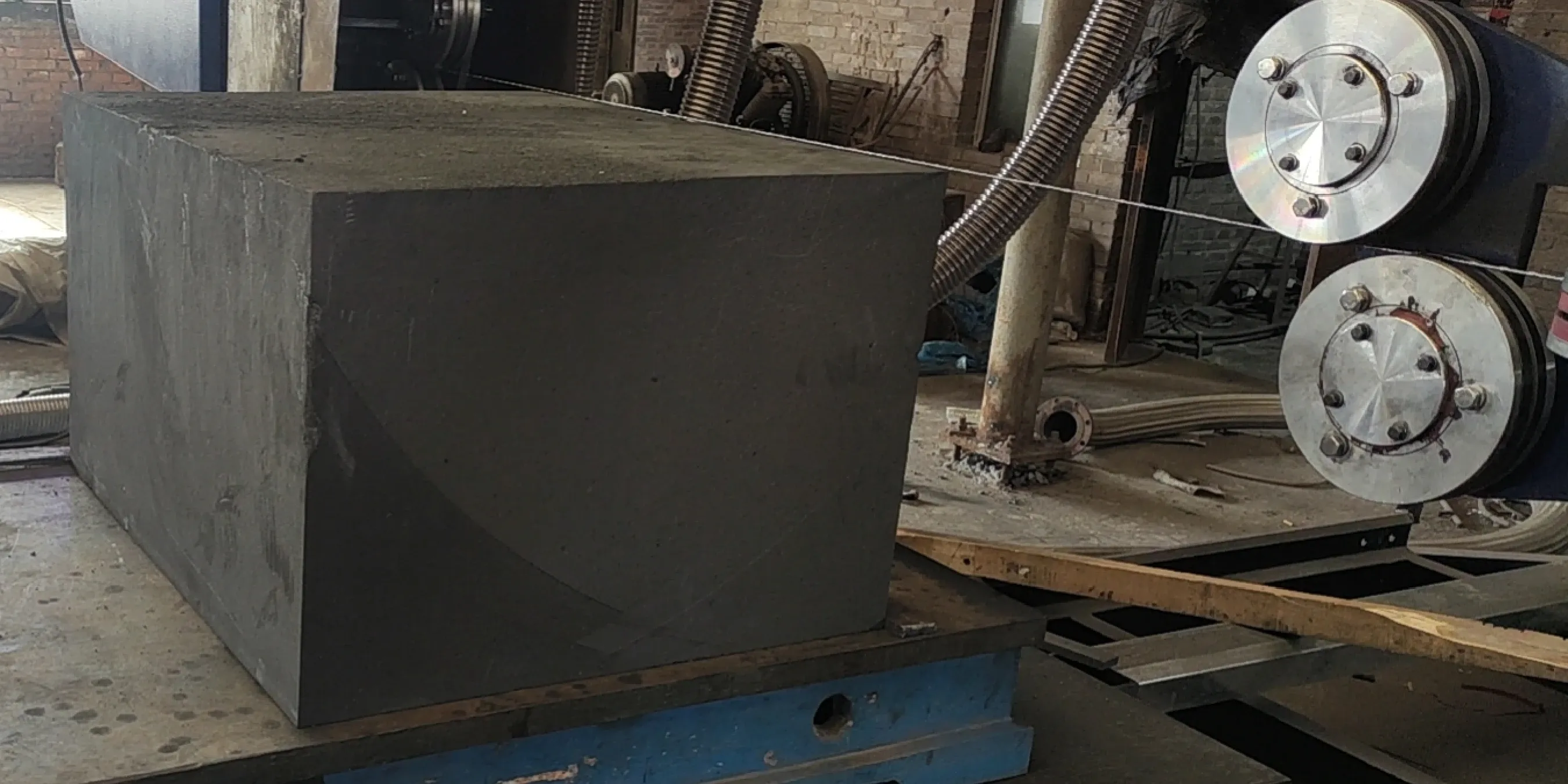
Apr 18, 2024LECTURA DE 5 MINCaso de corte con máquina de hilo diamantado CNC para grandes bloques de grafito, mostrando corte controlado de perfiles y ranuras para componentes industriales de grafito y preparación para mecanizado posterior.




Resumen del caso
Material
Bloque de grafito industrial
Método de procesamiento
Corte con máquina de hilo diamantado CNC
Aplicación típica
Componentes de grafito, bloques para electrodos, piezas estructurales industriales
Mercados aplicables
Metalurgia, energía, semiconductores, manufactura industrial
Enfoque del procesamiento
Corte de bloques de grafito de gran formato con ranuras internas y perfiles conformados
Producto asociado
Máquina de Hilo Diamantado CNC DINOSAW
Los grandes bloques de grafito se utilizan comúnmente como materiales semielaborados en lugar de productos finales.
Normalmente se cortan en bloques, placas o secciones perfiladas antes de pasar a procesos de mecanizado posteriores como fresado, taladrado o aplicaciones relacionadas con EDM.
En este caso, los bloques de grafito se suministraron en formatos sobredimensionados y fue necesario seccionarlos y conformarlos para adaptarlos a las estructuras internas específicas requeridas por la siguiente etapa de producción.
Los talleres que procesan grandes bloques de grafito suelen enfrentar varias dificultades prácticas:
El grafito es frágil y propenso a astillarse en los bordes
El gran tamaño de los bloques dificulta la manipulación y sujeción
Las ranuras y perfiles internos deben mantener la consistencia dimensional
El exceso de vibración puede causar desgarros superficiales o microgrietas
Los métodos tradicionales de corte con disco tienden a generar un estrés excesivo en el grafito, especialmente al cortar ranuras profundas o perfiles no lineales.
Los operadores señalan que el grafito se comporta de manera muy diferente a la piedra o el metal.
Se corta fácilmente, pero también se rompe con facilidad.
El reto no es la dureza, sino controlar el corte para que el material no se fracture ni colapse en secciones delgadas.
El corte con hilo diamantado aplica una fuerza de corte continua y de bajo impacto, lo que resulta adecuado para el grafito.
En lugar de forzar la remoción de material, el hilo separa gradualmente el bloque, reduciendo la liberación repentina de tensiones internas.
La atención se centra en la estabilidad del hilo y la continuidad de la trayectoria de corte.
Cualquier cambio repentino en el avance o vibración puede afectar la integridad de los bordes, especialmente cerca de esquinas internas o ranuras estrechas.
La calidad del corte se evalúa por la limpieza de los bordes, rectitud de las ranuras e integridad estructural.
Si la sección de grafito puede pasar directamente a la siguiente etapa de mecanizado sin reparación ni refuerzo, se considera aceptable.
Los bloques de grafito se posicionaron de forma segura para minimizar el movimiento durante el corte.
Se planificaron las trayectorias de corte para dividir el bloque en secciones funcionales, preservando las características internas.
La máquina de hilo diamantado CNC ejecutó los cortes en una secuencia controlada, permitiendo que el hilo pasara suavemente a través de la estructura del grafito.
Tras el corte, las piezas resultantes mantuvieron una geometría estable, adecuada para el procesamiento posterior.
El proceso de corte se mantuvo estable durante los cortes de grandes secciones.
Los bordes mostraron un astillado mínimo y líneas de separación limpias.
Las ranuras y perfiles internos se formaron de manera consistente en todo el bloque.
Las secciones de grafito procesadas estaban listas para el mecanizado posterior sin necesidad de trabajos correctivos.
Este caso es relevante si usted trabaja con:
Grandes bloques de grafito industrial
Grafito utilizado como material para electrodos o estructural
Aplicaciones que requieren ranuras internas o secciones conformadas
Materiales frágiles sensibles a la vibración y al estrés de corte
Si su taller necesita corte controlado de grandes formatos de grafito antes del procesamiento secundario, este caso refleja un enfoque realista y probado.
 Español
Español
Obtenga una solución sencilla
Chat en línea
Hola, soy Lizzy de Dinosaw (no soy un robot). ¿Qué máquina (modelo) necesita? Escríbanos por WhatsApp ahora.
Hola 👋 ¿En qué podemos ayudarle?