



 English
English 中文
中文 Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어Sig.ra Lizzy
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Orari di apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Apr 18, 2024LECTURE 5 MIN
Apr 18, 2024LECTURE 5 MIN Apr 18, 2024LECTURE 5 MIN
Apr 18, 2024LECTURE 5 MINÉtude de cas sur la découpe au fil CNC de grands blocs de graphite, illustrant la découpe contrôlée de profils et de rainures pour composants industriels en graphite et la préparation à l'usinage en aval.




Aperçu du cas
Matériau
Bloc de graphite industriel
Méthode de traitement
Découpe au fil CNC
Application typique
Composants en graphite, ébauches d'électrodes, pièces structurelles industrielles
Marchés concernés
Métallurgie, énergie, semi-conducteurs, fabrication industrielle
Focus du traitement
Découpe de blocs de graphite grand format avec rainures internes et profils façonnés
Produit associé
Châssis Monofil de profilage CNC DINOSAW
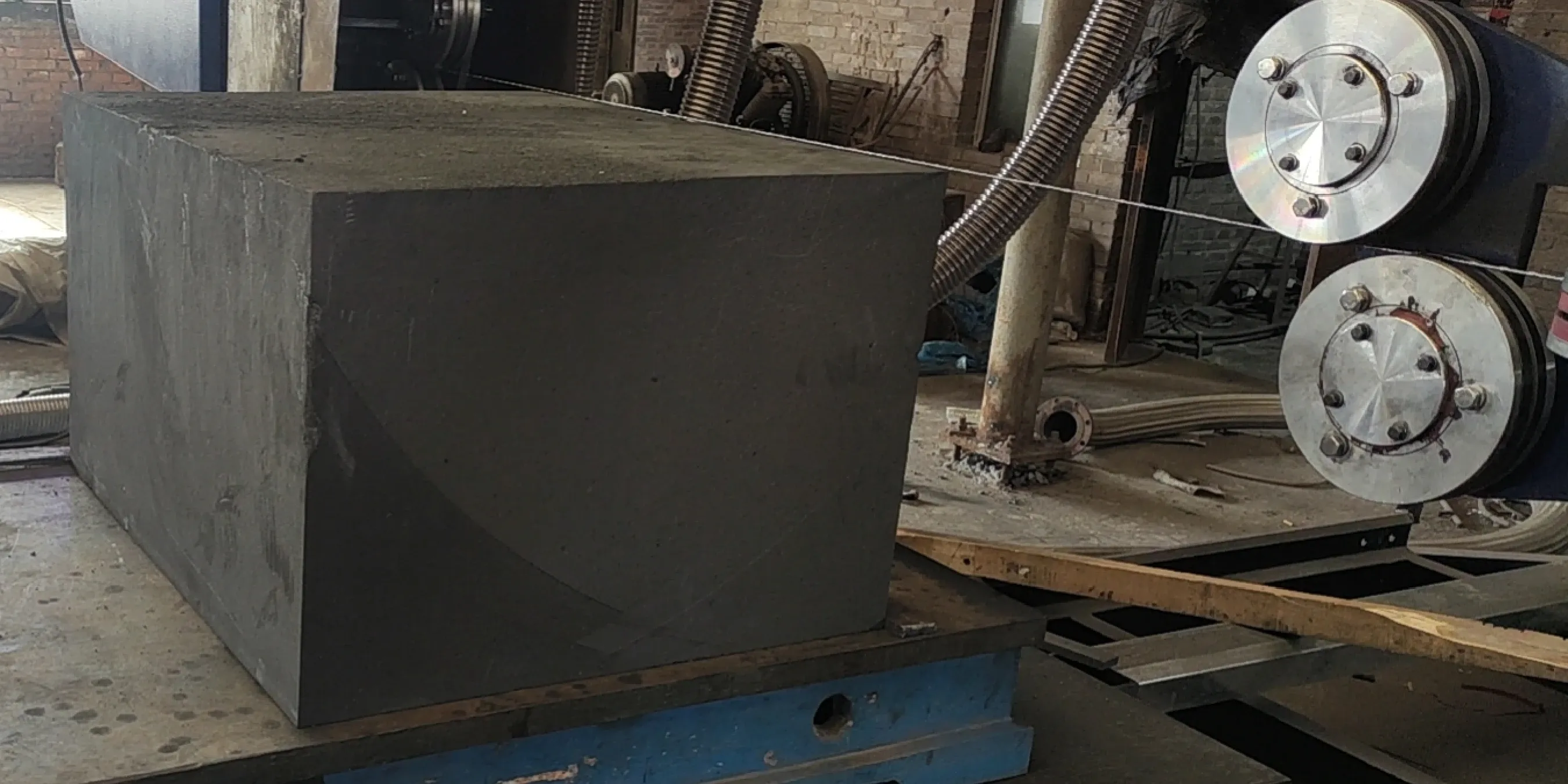
Les grands blocs de graphite sont généralement utilisés comme matériaux semi-finis plutôt que comme produits finis.
Ils sont habituellement découpés en ébauches, plaques ou sections profilées avant de passer à des opérations d'usinage en aval telles que le fraisage, le perçage ou des applications liées à l'EDM.
Dans ce cas, les blocs de graphite ont été fournis dans des formats surdimensionnés et devaient être découpés et façonnés pour correspondre à des structures internes spécifiques exigées par l'étape suivante de production.
Les ateliers qui traitent de grands blocs de graphite rencontrent souvent plusieurs difficultés pratiques :
Le graphite est cassant et sujet à l'ébréchure des bords
La grande taille des blocs complique la manutention et le bridage
Les rainures et profils internes doivent rester dimensionnellement constants
Les vibrations excessives peuvent provoquer des déchirures de surface ou des microfissures
Les méthodes traditionnelles de découpe à la lame ont tendance à générer un stress excessif sur le graphite, surtout lors de la découpe de rainures profondes ou de profils non linéaires.
Les opérateurs soulignent que le graphite se comporte très différemment de la pierre ou du métal.
Il se découpe facilement, mais il casse aussi facilement.
Le défi n'est pas la dureté, mais de contrôler la découpe pour que le matériau ne se fracture pas ou ne s'effondre pas au niveau des sections minces.
La découpe au fil applique une force de coupe continue et à faible impact, ce qui convient bien au graphite.
Au lieu de forcer l'enlèvement de matière, le fil sépare progressivement le bloc, réduisant la libération soudaine de contraintes à l'intérieur du matériau.
L'attention est portée sur la stabilité du fil et la continuité du chemin de coupe.
Tout changement soudain d'avance ou de vibration peut affecter l'intégrité des bords, notamment près des coins internes ou des rainures étroites.
La qualité de coupe est évaluée selon la propreté des bords, la rectitude des rainures et l'intégrité structurelle.
Si la section de graphite peut passer directement à l'étape d'usinage suivante sans réparation ni renforcement, elle est considérée comme acceptable.
Les blocs de graphite ont été positionnés de façon sécurisée pour minimiser les mouvements pendant la découpe.
Les trajectoires de coupe ont été planifiées pour séparer le bloc en sections fonctionnelles tout en préservant les caractéristiques internes.
Le châssis Monofil CNC a exécuté les coupes selon une séquence contrôlée, permettant au fil de traverser la structure du graphite en douceur.
Après découpe, les pièces obtenues ont conservé une géométrie stable adaptée au traitement en aval.
Le processus de découpe est resté stable lors des coupes de grandes sections.
Les bords présentaient peu d'ébréchures et des lignes de séparation nettes.
Les rainures et profils internes ont été réalisés de façon régulière sur l'ensemble du bloc.
Les sections de graphite traitées étaient prêtes pour l'usinage ultérieur sans travaux correctifs.
Ce cas est pertinent si vous traitez :
Grands blocs de graphite industriel
Graphite utilisé comme matériau d'électrode ou structurel
Applications nécessitant des rainures internes ou des sections profilées
Matériaux fragiles sensibles aux vibrations et aux contraintes de coupe
Si votre atelier a besoin d'une découpe contrôlée de grands formats de graphite avant un traitement secondaire, ce cas reflète une approche réaliste et éprouvée.
 Italian
Italian
Soluzione semplice richiesta
Chat online
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Salve 👋 Come possiamo assistervi?