



 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어Ms.Lizzy
Hi, this is Lizzy from Dinosaw ( Not a Robot ). Which Machine ( model ) do you want? Please WhatsApp us now
Open Hours:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Apr 18, 20245 MIN READ
Apr 18, 20245 MIN READ Apr 18, 20245 MIN READ
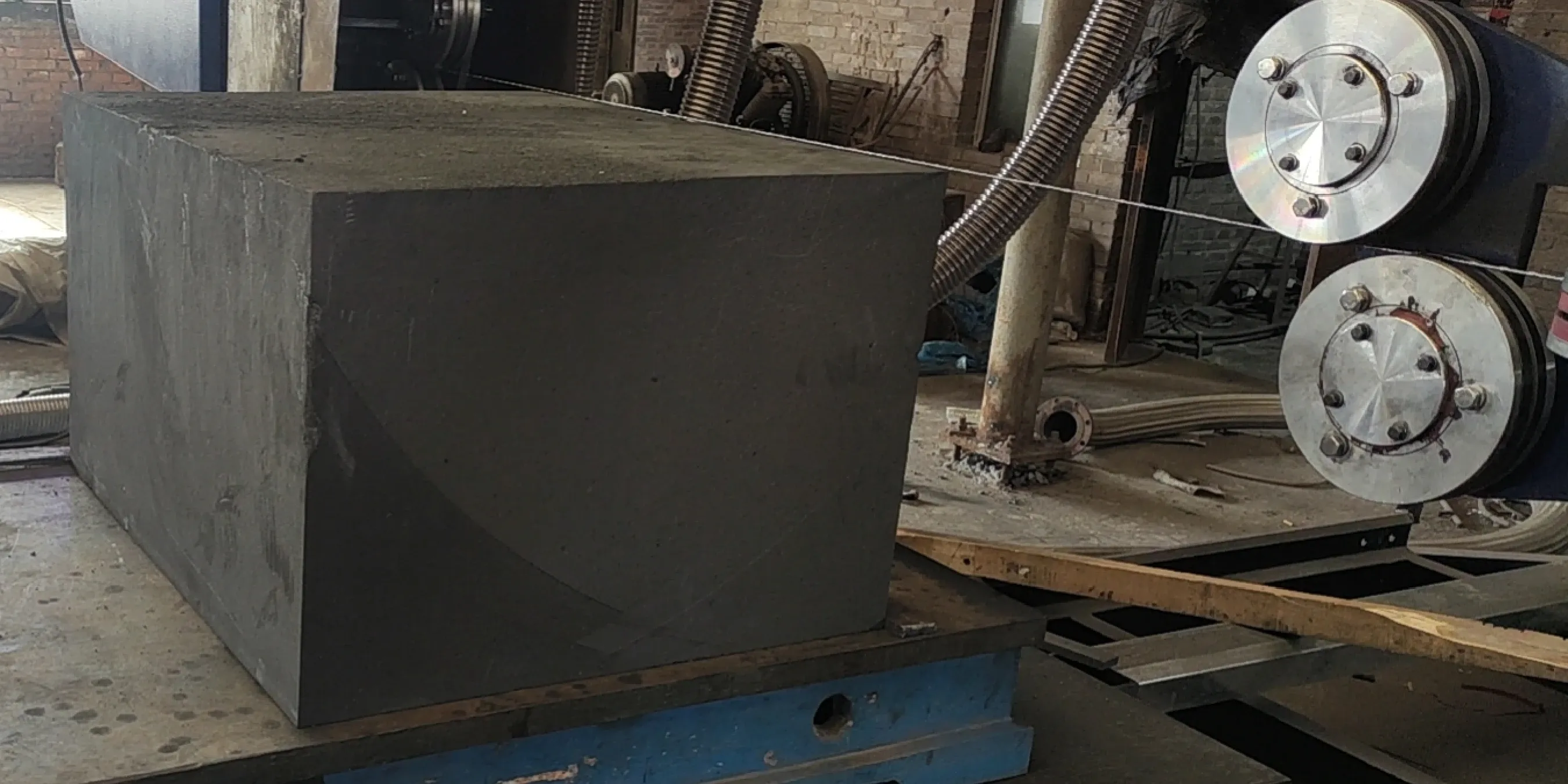
Apr 18, 20245 MIN READCNC wire saw cutting case for large graphite blocks, showing controlled profile and slot cutting for industrial graphite components and downstream machining preparation.




Case Snapshot
Material
Industrial graphite block
Processing Method
CNC wire saw cutting
Typical Application
Graphite components, electrode blanks, industrial structural parts
Applicable Markets
Metallurgy, energy, semiconductor, industrial manufacturing
Processing Focus
Large-format graphite block cutting with internal slots and shaped profiles
Associated Product
Dinosaw CNC Diamond Wire Saw Machine
Large graphite blocks are commonly used as semi-finished materials rather than final products.
They are typically cut into blanks, plates, or profiled sections before moving to downstream machining processes such as milling, drilling, or EDM-related applications.
In this case, the graphite blocks were supplied in oversized formats and needed to be sectioned and shaped to match specific internal structures required by the next production stage.
Workshops processing large graphite blocks often face several practical difficulties:
Graphite is brittle and prone to edge chipping
Large block size makes handling and fixturing difficult
Internal slots and profiles must remain dimensionally consistent
Excess vibration can cause surface tearing or micro-cracks
Traditional blade cutting methods tend to generate excessive stress on graphite, especially when cutting deep slots or non-linear profiles.
Operators point out that graphite behaves very differently from stone or metal.
It cuts easily, but it also breaks easily.
The challenge is not hardness, but controlling the cut so the material does not fracture or collapse along thin sections.
Wire saw cutting applies continuous, low-impact cutting force, which suits graphite well.
Instead of forcing material removal, the wire gradually separates the block, reducing sudden stress release inside the material.
Attention is focused on wire stability and cutting path continuity.
Any sudden change in feed or vibration can affect edge integrity, especially near internal corners or narrow slots.
Cut quality is judged by edge cleanliness, slot straightness, and structural integrity.
If the graphite section can move directly to the next machining stage without repair or reinforcement, it is considered acceptable.
The graphite blocks were securely positioned to minimize movement during cutting.
Cut paths were planned to separate the block into functional sections while preserving internal features.
The CNC wire saw executed the cuts in a controlled sequence, allowing the wire to pass smoothly through the graphite structure.
After cutting, the resulting pieces maintained stable geometry suitable for downstream processing.
The cutting process remained stable throughout large-section cuts.
Edges showed minimal chipping and clean separation lines.
Internal slots and profiles were formed consistently across the block.
The processed graphite sections were ready for subsequent machining without corrective work.
This case is relevant if you are handling:
Large industrial graphite blocks
Graphite used as electrode or structural material
Applications requiring internal slots or shaped sections
Fragile materials sensitive to vibration and cutting stress
If your workshop needs controlled cutting of large graphite formats before secondary processing, this case reflects a realistic and proven approach.
 English
English
Get A Easy Solution
Chat Online
Hi, this is Lizzy from Dinosaw ( Not a Robot ). Which Machine ( model ) do you want? Please WhatsApp us now
Hello 👋 How can we help?