







Specs & Systems
Choose your preferred CNC systems, motor power, and automation levels for maximum efficiency.
Open Hours:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
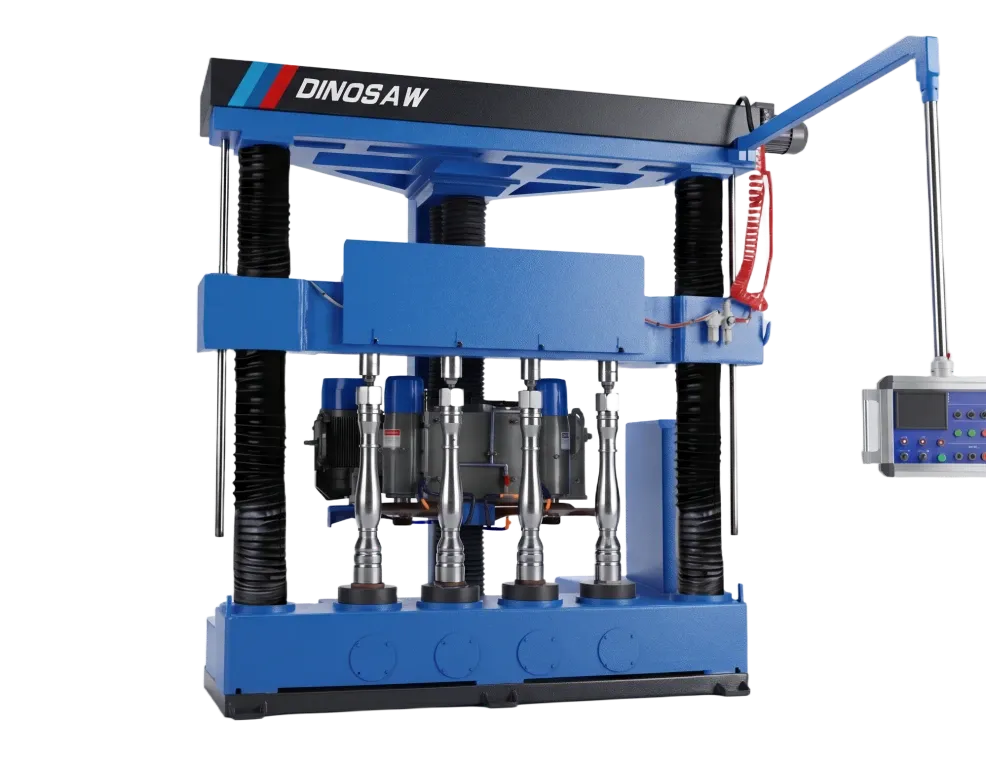
Stone lathes and turning machines are engineered for rotational stone components — marble balusters, granite Roman columns, decorative spheres, fountain pillars, and vase profiles. Unlike flat-bed profiling systems, these machines rotate the workpiece on a central axis while a CNC-driven diamond blade traces the programmed profile, delivering perfect cylindrical symmetry across every piece in a batch. Dinosaw offers three configurations to match your diameter range, production volume, and floor space.
| Specification | Stone Lathe/LGFX | Vertical Baluster Machine/LGFX-LS4 | Column Cap & Base Cutting Machine/ZMFX | Recommended For |
|---|---|---|---|---|
| Max. Cutting Diameter | Ø600mm (×1 pc) Ø280mm (×2 pcs) | Ø300mm (×2 pcs) Ø220mm (×4 pcs) | Ø2,000mm disc | LGFX: balusters & columns ZMFX: caps & bases |
| Max. Cutting Length | 300–4,000 mm | 200–1,200 mm | Max. height 1,500 mm | Long columns → LGFX-600-2H |
| Blade Diameter | 600 mm | 440 / 470 mm | 600 mm | — |
| Main Motor Power | 7.5–11 kW | 11 kW × 2 (29.37 kW total) | 15 kW | Hard granite → higher kW |
| Cutting Heads | 2 simultaneous | 4 simultaneous | 1 (vertical lathe) | Volume batches → 4-head |
| Control System | Full CNC servo | CNC or PLC | Computer auto-profiling | Flexible profile → CNC |
| Compatible Materials | Marble, granite, limestone, travertine, quartzite, foam ceramic | Marble, granite, sandstone | Marble, granite, all stone | Hard stone → LGFX-600-2HPorous → electronic probe |
| Machine Weight | 3.5 t | 4.2 t | 6.5 t | — |
| Machine Dimensions | 5,500×1,800×3,800 mm | 2,400×2,200×2,750 mm | 4,000×2,200×3,100 mm | Space-constrained → LS4 |
| Best Scenario | Custom & mixed-diameter production; Roman columns up to 4 m; architectural projects | High-volume identical baluster batches; 1-operator / multi-machine model | Column caps, pedestal bases, fountain basin rings, disc profiles >400mm diameter |
Selecting the wrong stone lathe costs more than the price difference between models. An undersized machine causes repeated repositioning and surface inconsistency; an oversized machine ties up floor space and power capacity. Work through the four questions below before requesting a quotation.
This single question determines which machine family you need. Getting it wrong means buying a machine that cannot run your primary product.
The most common procurement mistake: buyers measure the finished product diameter, not the raw blank. A finished 350mm baluster typically starts from a 380–400mm square blank. Add 10–15% clearance to the blank size, then select the model that comfortably covers that number.
If your factory produces a single baluster profile in large repeating batches, a multi-head machine provides dramatically better economics per piece. If you regularly switch between different profiles, changeover time reduces that advantage.
Material hardness and project tolerances together determine motor specification and whether you need Dinosaw's electronic probe option.
Stone molding machines shape architectural stone into linear profiles — window sills, decorative moldings, kerbstones, stair nosings, and panel edge treatments — where the cutting path follows a complex cross-section along a straight run. Dinosaw's bridge-type CNC molding machines combine gantry rigidity with full-servo CAD-to-machine control, enabling direct import of DXF profiles without physical template fabrication. Three frame configurations cover stone thicknesses from 100mm to 1,000mm and cutting widths up to 3,300mm.
The SKFX series comes in three configurations. Use this table to match spindle power, structural rigidity, and protection level to your material hardness, stone thickness, and shift pattern.
| Specification | Integrated CNC Profiling/SKFX-1835 | Bridge Single-Beam/SKFX-3500 | Bridge Double-Beam/SKFX-3500 | Recommended For |
|---|---|---|---|---|
| Machine Size | 3,200×4,900×2,200 mm | 3,550×4,850 mm (customizable) | 4,500×4,900 mm (customizable) | — |
| Platform Size | 1,800×3,200 mm | 1,200×3,300 mm | 2,500×3,300 mm | Wide panels → double-beam |
| Stone Thickness | 100–1,000 mm | 100–1,000 mm | 100–1,000 mm | All configs; thick sections → extended Z-axis |
| Spindle Power | 15 kW | 18.5 kW | 22 kW | Granite/basalt → 18.5kW+ |
| Blade Spacing | 850 mm (fixed) | 850 mm | 1,200 mm (customizable) | Wide profiles >850mm → double-beam |
| Drive System | AC servo motor | AC servo motor | AC servo motor | — |
| Control System | Wecon CNC / G-code | Wecon CNC / G-code | Wecon CNC / G-code | — |
| Oil Injection | Z-axis automatic oiler | XY oil-immersed | XY oil-immersed | 24h / 3-shift → XY oil-immersed |
| Machining Accuracy | ±0.05 mm | ±0.05 mm | ±0.05 mm | Industry std ±0.25mm → 5× better |
| Machine Weight | 3.5 t | 7 t | 8 t | Vibration damping → heavier |
| Compatible Materials | Marble, limestone, travertine, sandstone, engineered quartz | Marble, granite, limestone, kerbstone, concrete | Granite, quartzite, basalt, fiber-reinforced concrete, wide architectural stone | Specify material at order stage for blade package |
| Best Scenario | Versatile mid-volume workshops; frequent profile changes; marble/limestone primary | Single-profile continuous runs; window sills / string courses at 10m+/shift; granite mid-duty | 24-hour 3-shift operation; hard stone; wide facade panels; precast concrete kerbstone lines |
Stone molding machine selection comes down to three questions: what profile are you producing, how hard is your stone, and how many shifts are you running. Work through the checkpoints below.
Stone molding machines process linear profiles — cross-sections that repeat consistently along a straight run. Profile complexity in the cross-section is handled entirely by the CNC program, not by machine power. All three SKFX configurations run a complex 12-step ogee profile at the same ±0.05mm accuracy as a simple bullnose.
Spindle power is the key variable for material hardness. Insufficient spindle power on hard stone forces reduced feed rates, which directly lengthens cycle times and reduces daily output.
Structural rigidity over time determines surface quality consistency across extended runs. A lighter machine that delivers excellent first-piece quality may introduce marginal vibration after 6–8 continuous hours that becomes visible as waviness on long molding runs.
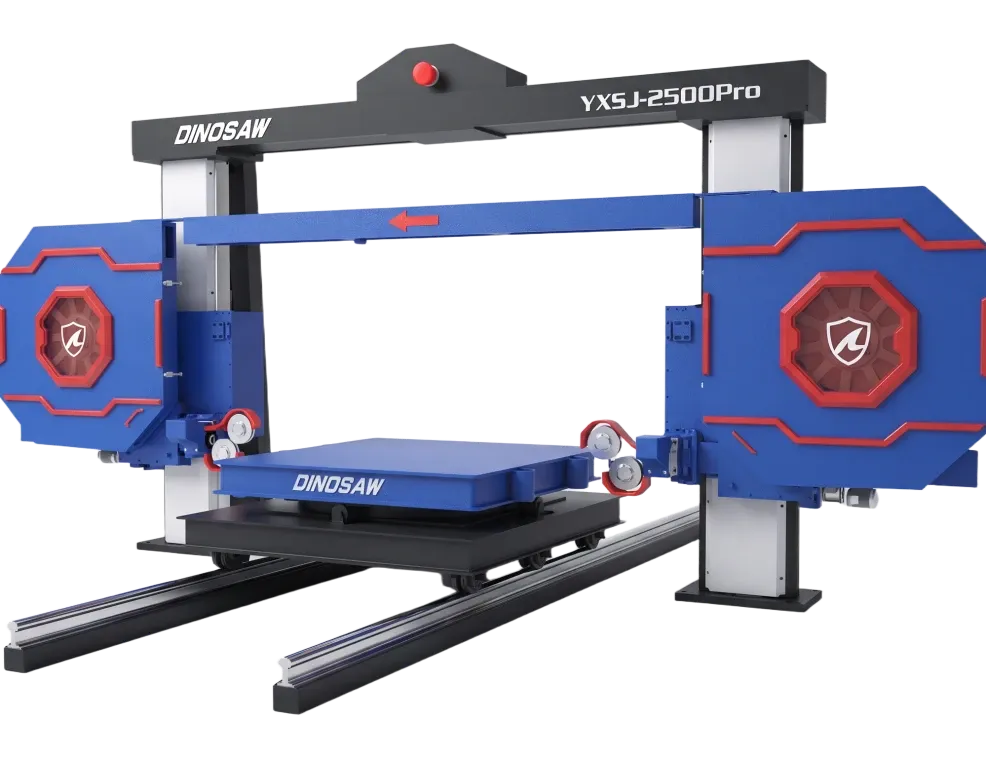
Arc and curved cutting machines are designed for stone panels with circular or radiused geometry — the curved facade cladding, colonnade arc panels, curved pool coping, and rotunda wall liners that square-cut machines cannot produce efficiently. Dinosaw offers two distinct approaches: a dedicated arc-slab trimming machine for trimming circular slab edges at production speed, and a CNC diamond wire saw for three-dimensional irregular profiles where blade-based cutting reaches its geometric limit.
The choice between blade-based arc trimming and wire saw technology is determined entirely by your cut geometry. Use this table to confirm which technology matches your product.
| Specification | Arc-Slab Trimming Machine/YHQJ | CNC Wire Saw Machine Pro/YXSJ Pro | Recommended For |
|---|---|---|---|
| Working Principle | Dual cutting-frame (main + vice) blade trimming on rotating worktable | CNC diamond wire, 3-axis programmable, frequency-converter speed control | Blade → planar arcs; Wire → 3D curves |
| Max. Process Dimension | 2,600 × 1,400 mm | 3,500 × 1,500 m working envelope | Large rotunda panels → YXSJ-3500 |
| Max. Slab Thickness | 180 mm | Envelope-constrained (no fixed limit) | Thick curved treads → YXSJ |
| Main Motor Power | 11–18.5 kW (main)+ 7.5 kW (vice) | 15 kW | — |
| Wire / Blade Diameter | Main: 600mm bladeVice: 500mm blade | 7.6–11 mm diamond wire | Wire handles undercuts & 3D |
| Worktable / Slideway | 2,600mm table4,500mm slideway | 2,500 × 1,400 m worktable | — |
| Overall Dimensions | 4,500×2,100×2,500 mm | 6,300×9,000×4,000 mm | — |
| Machine Weight | 2.5 t | 8.5 t | YHQJ: lighter, smaller footprint |
| Control System | Automatic mechanical arc-tracking | Touch-screen CNC; no G-code required; OTA upgrades | No CNC background → YXSJ touch-screen |
| Remote Service | No | Yes — built-in diagnostics + one-click OTA upgrade | Export markets → YXSJ remote service critical |
| Compatible Materials | Marble, granite, limestone, sandstone, travertine | Marble, granite, engineered quartz, hard natural stone | Specify material for blade/wire package |
| Best Scenario | Column wrap cladding, circular stair treads, curved pool coping, rotunda wall tiles — mass production of planar arc panels | Sculptural facades, monument profiles, complex 3D architectural cuts, facilities without CNC background, export buyers needing remote support |
One question determines everything: is your curved stone product a planar arc or a three-dimensional profile?
This is the only decision that matters at the technology-selection stage. Choosing the wrong technology means the machine physically cannot produce the part.
For the YHQJ: maximum panel 2,600 × 1,400mm, maximum thickness 180mm. For curved panels thicker than 180mm — structural coping stones, heavy curved treads — contact Dinosaw for extended-capacity configurations.
For the YXSJ: choose the model that accommodates your largest expected blank with 100–150mm clearance on all sides. YXSJ-2500 for blanks up to 2.5×1.5m; YXSJ-3000 up to 3.0×1.5m; YXSJ-3500 up to 3.5×1.5m.
Every architectural project has its own demands — extended bed lengths, oversized turning diameters, multi-head baluster lines, high-power spindles for abrasive materials. Dinosaw configures machines to match your workpiece dimensions, material type, and daily output target rather than asking you to adapt to standard parameters.Process environment is equally addressed. Cold-climate sites, foam ceramic facade production, dust-controlled workshops, and waterless cutting environments all have proven configurations — from antifreeze systems and heated enclosures to dry-cutting wire saw setups with integrated extraction.
Share your material, largest workpiece dimension, daily target, shift pattern, and site conditions — our engineering team returns a written technical proposal within 3 business days.
Choose your preferred CNC systems, motor power, and automation levels for maximum efficiency.
Adjust table dimensions, rail lengths, and cutting thickness to fit your workshop and slab sizes.
Private label services including custom machine colors and logo placement on hardware and software UI.
 English
English
Get A Easy Solution
Chat Online
Hi, this is Lizzy from Dinosaw ( Not a Robot ). Which Machine ( model ) do you want? Please WhatsApp us now
Hello 👋 How can we help?
 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어