



 English
English 中文
中文 Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어Sig.ra Lizzy
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Orari di apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 7, 20256 MINUTI DI LETTURA
Sep 7, 20256 MINUTI DI LETTURA Sep 7, 20256 MINUTI DI LETTURA
Sep 7, 20256 MINUTI DI LETTURAProblemi con la fresa a ponte come tagli imprecisi, oscillazione del disco o scheggiature? La guida alla risoluzione aiuta a identificare e correggere 10 difetti comuni. Ottimizzazione dei tempi di manutenzione.
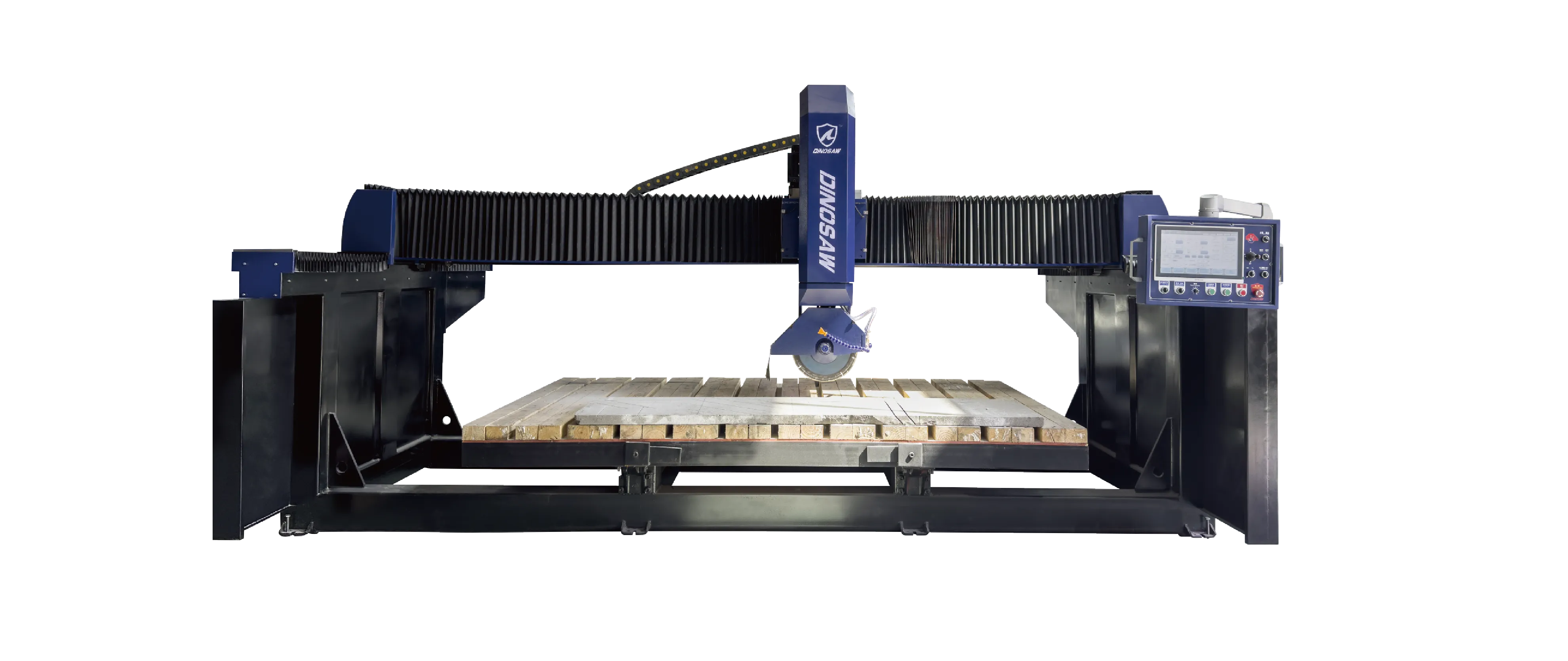
La fresa a ponte costituisce il fulcro dell’attività di lavorazione della pietra. In caso di fermo, tutta la produzione si blocca. Riduzione del fatturato. Slittamento delle consegne. Disagi per la clientela.
Nota positiva: la maggior parte dei malfunzionamenti non richiede assistenza costosa. Con adeguate conoscenze tecniche è possibile diagnosticare e risolvere autonomamente numerosi problemi, riprendendo rapidamente la lavorazione di granito, quarzo ed altri materiali.
Questa guida tratta i dieci guasti più frequenti riscontrabili sulla fresa a ponte. Vengono forniti i criteri per l’ispezione, le modalità di ripristino in sicurezza e quando è opportuno rivolgersi al servizio professionale di assistenza.

Il rispetto dei protocolli di sicurezza è obbligatorio. Anche riparazioni apparentemente semplici possono diventare critiche senza le dovute precauzioni. Un singolo errore può provocare danni fisici al personale o compromettere irreparabilmente le attrezzature.
La semplice pressione del pulsante di arresto d’emergenza non è sufficiente. È necessario applicare procedure Lockout-Tagout (LOTO) secondo le linee guida OSHA .
Interruzione dell’alimentazione principale, blocco e etichettatura. Solo a questo punto è consentito intervenire.
Equipaggiamento obbligatorio prima dell’intervento:
La guida copre le casistiche più comuni. Alcuni problemi richiedono competenze specialistiche. Contattare un tecnico qualificato in caso di:
I proprietari di Dinosaw Machine beneficiano di accesso prioritario al servizio di assistenza post-vendita per riparazioni complesse.

Tagli imprecisi compromettono immediatamente lastre pregiate di granito o quarzo.
L’usura e le vibrazioni portano nel tempo al disallineamento del ponte. Anche deviazioni minime generano tagli non conformi.
La flangia disco garantisce la perpendicolarità della lama. Deformazioni o usura dei cuscinetti dell’albero provocano deviazioni del taglio.

Un disco diamantato instabile è pericoloso e compromette la qualità del taglio. Il problema va affrontato tempestivamente.
Urti o montaggio non corretto causano oscillazioni; piccoli disallineamenti si amplificano alle alte velocità.
Cuscinetti usurati generano vibrazioni trasmesse direttamente al disco, peggiorando la situazione sotto carico.
Con alimentazione disattivata e disco rimosso, ruotare manualmente l’albero. Rotazione fluida indica regolarità; rumori o attriti segnalano guasto ai cuscinetti. Riparazione da affidare a personale specializzato.

Le scheggiature compromettono la resa economica. La lucidatura richiede tempo, le lastre danneggiate generano costi. La prevenzione è preferibile all’intervento.
Utilizzo di disco per marmo su quarzite comporta rischi. Settori diamantati consumati martellano la pietra, invece di tagliarla pulita.
Un disco deve essere adattato al materiale. Granito duro richiede dischi diamantati specifici per granito progettati per tale durezza. Stone World Magazine pubblica regolarmente innovazioni tecnologiche contro le scheggiature.
Avanzamento eccessivo o regime RPM non conforme causa fratture e scheggiature.
Assenza di acqua comporta arresto critico. Il raffreddamento del disco non funziona, i settori diamantati si surriscaldano, la qualità di taglio crolla in pochi secondi.
Il fango di pietra si accumula rapidamente. Gli ugelli dell’acqua, molto piccoli, si intasano facilmente impedendo il raffreddamento efficace del disco.
Ugelli puliti ma pressione insufficiente? Possibile malfunzionamento della pompa o filtro di aspirazione ostruito.
Il motore surriscaldato si arresta automaticamente per evitare danni permanenti. Individuare le cause previene costose riparazioni.
Lavorazione oltre i limiti sovraccarica il motore. Il dispositivo termico di protezione entra in funzione per evitare la fusione.
Monitoraggio acustico macchina. Rumore regolare corrisponde a carico corretto; affaticamento o lamento segnalano avanzamento eccessivo. Riduzione immediata della spinta.
Tensioni basse, connessioni allentate o contattori malfunzionanti sovraccaricano il motore provocando rapido aumento della temperatura.
Solo un elettricista abilitato può procedere con:
Un taglio preciso richiede movimento regolare. Il moto a scatti o irregolare compromette la finitura superficiale e genera sprechi di materiale.
Residui lapidei sulle guide creano movimento irregolare. Ruote guida danneggiate o ovalizzate peggiorano la situazione.
Motori servo, stepper ed encoder gestiscono precisione del movimento. Il guasto provoca moto irregolare.
Appaiono imprecisioni di posizionamento o messaggi di errore sul display CNC. Diagnosi da affidare a tecnici specializzati.
PLC o CNC bloccati arrestano immediatamente la produzione. Un intervento rapido consente il riavvio.
Anomalie software o instabilità della tensione possono bloccare il sistema di comando, analogamente a qualsiasi computer.
Se il problema persiste dopo il riavvio, si tratta probabilmente di un guasto hardware o software che richiede assistenza tecnica.
Le perdite d’olio generano disordine e segnalano possibili malfunzionamenti gravi. Intervenire tempestivamente previene danni maggiori.
Pulizia totale con sgrassante. Avviare la macchina brevemente (se consentito) e monitorare la comparsa di olio fresco per localizzare esattamente la perdita.
Solitamente la causa è il rallentamento dei raccordi per effetto delle vibrazioni. Serraggio delicato con chiavi appropriate. Evitare il serraggio eccessivo per non danneggiare i filetti.
Per perdite persistenti si richiede sostituzione tubi o guarnizioni.

Le frese moderne utilizzano impianto di lubrificazione automatica per garantire fluidità al movimento dei componenti. Il guasto accelera vistosamente l’usura.
Verifica preliminare: i livelli dell’olio nel serbatoio scendono nel tempo. Effettuare rabbocco con lubrificante raccomandato dal produttore.
Il blocco dell’asse Z impedisce completamente la lavorazione. Le cause vanno ricercate in difetti idraulici o meccanici.
Molti impianti utilizzano circuiti idraulici per la movimentazione verticale. Livello di olio basso o guasto alla pompa ne impedisce il funzionamento.
Controllo livello fluido idraulico e rabbocco se necessario. Se il livello è regolare, il problema potrebbe essere dovuto a guasto di pompa o elettrovalvola; richiede assistenza tecnica.
Blocchi fisici o interruttori di fine corsa rotti impediscono la movimentazione corretta.
Verifica dello stato degli interruttori di fine corsa (superiore/inferiore) per pulizia e funzionamento meccanico. Sostituzione di interruttori guasti da affidare a personale elettrico qualificato.
La miglior strategia di riparazione consiste nella prevenzione. Manutenzione periodica della fresa a ponte garantisce affidabilità operativa.
L’affidabilità dell’attrezzatura è fondamentale. I macchinari Dinosaw Machine sono progettati per la massima affidabilità, con supporto tecnico completo.

La manutenzione professionale annuale è fortemente raccomandata. I tecnici abilitati eseguono ispezioni approfondite, taratura di precisione e interventi preventivi che riducono il rischio di fermo impianto.
Disco non idoneo e avanzamento eccessivo. Il granito richiede dischi diamantati segmentati di alta qualità sviluppati per pietre cristalline dure. Forzatura del taglio comporta martellamento anziché abrasione.
Aumento delle scheggiature, riduzione della velocità di taglio, affaticamento del motore (variazione acustica), settori diamantati vetrificati. Produzione di scintille indica che la matrice metallica sta lavorando la pietra anziché i diamanti.
Mai. La mancanza di settori crea grave squilibrio, vibrazioni estreme e rischio di rottura improvvisa. Dischi danneggiati devono essere rimossi immediatamente.
Le chiamate per assistenza variano da alcune centinaia fino a migliaia di euro in funzione del problema. Gli interventi semplici hanno costi ridotti, mentre la sostituzione dei cuscinetti mandrino o guasti CNC sono più onerosi. Investire in frese CNC affidabili con garanzia completa è conveniente.
Taglio fuori piombo causato da disco non perfettamente perpendicolare al piano di lavoro. Le cause comuni includono deformazione disco, flange difettose o testa di taglio disallineata. Verifica con squadra di precisione e regolazione della posizione disco.
 Italian
Italian
Soluzione semplice richiesta
Chat online
Salve, sono Lizzy di Dinosaw (Non sono un robot). Quale macchina (modello) desiderate? Contattateci su WhatsApp ora.
Salve 👋 Come possiamo assistervi?