Why It’s Better (for Standard Cuts): It offers faster deployment, lower maintenance, and repeatable edge quality compared to complex automated routes for standard jobs.
Where It Fits (and Doesn't): Perfectly suited for small‑batch straight cuts and bevels. It is not the right tool for complex curves—use a CNC or a Automatic Bridge Saw (CNC/PLC) instead.
How to Proceed: Start with a blade matched to the material, a moderate RPM appropriate to the material, and a water flow of 2–3 m³/h. Always validate the angle with a test cut before batch processing.
What Manual Industrial Stone Cutting Machine and Why Is It Better for Standard Geometries?
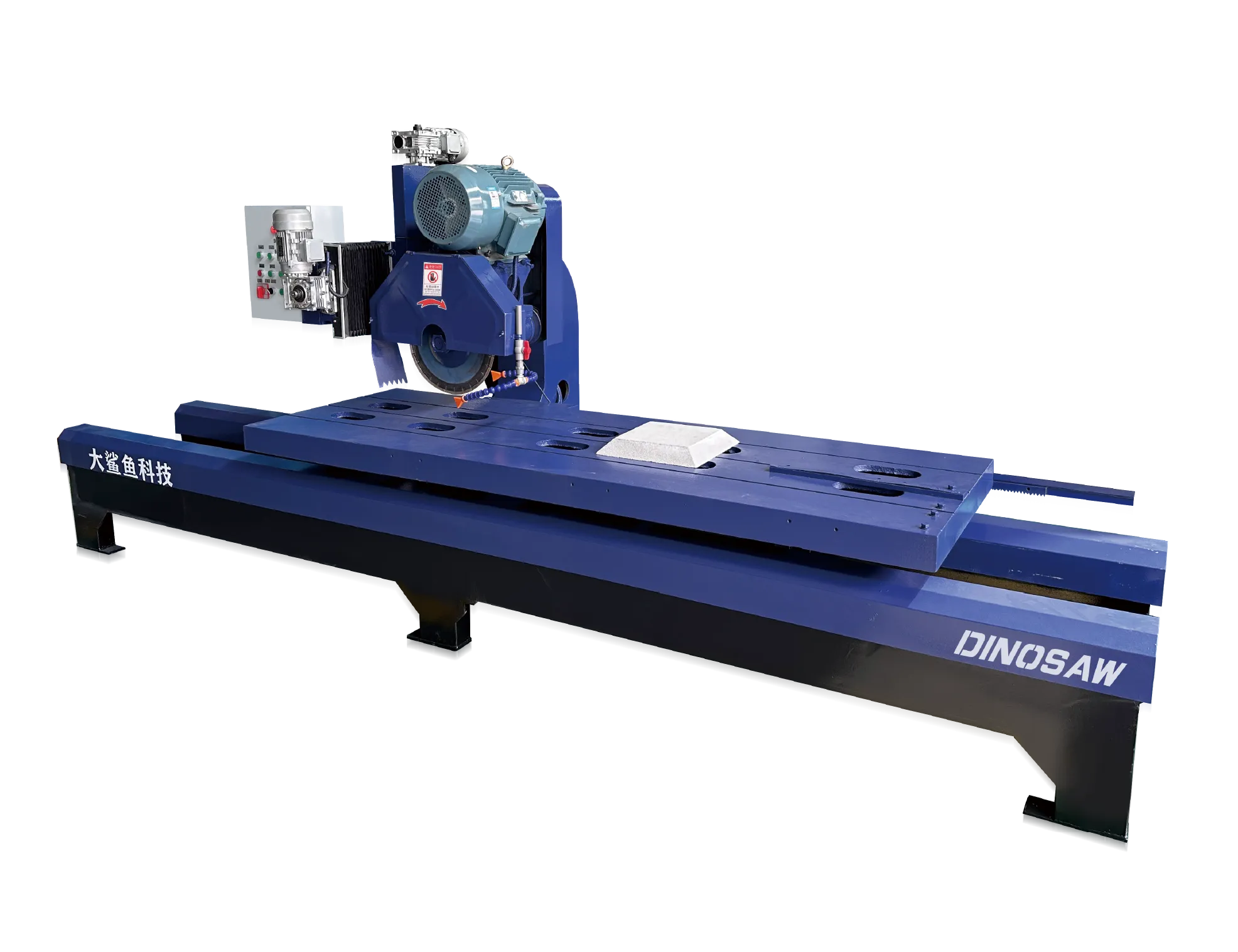
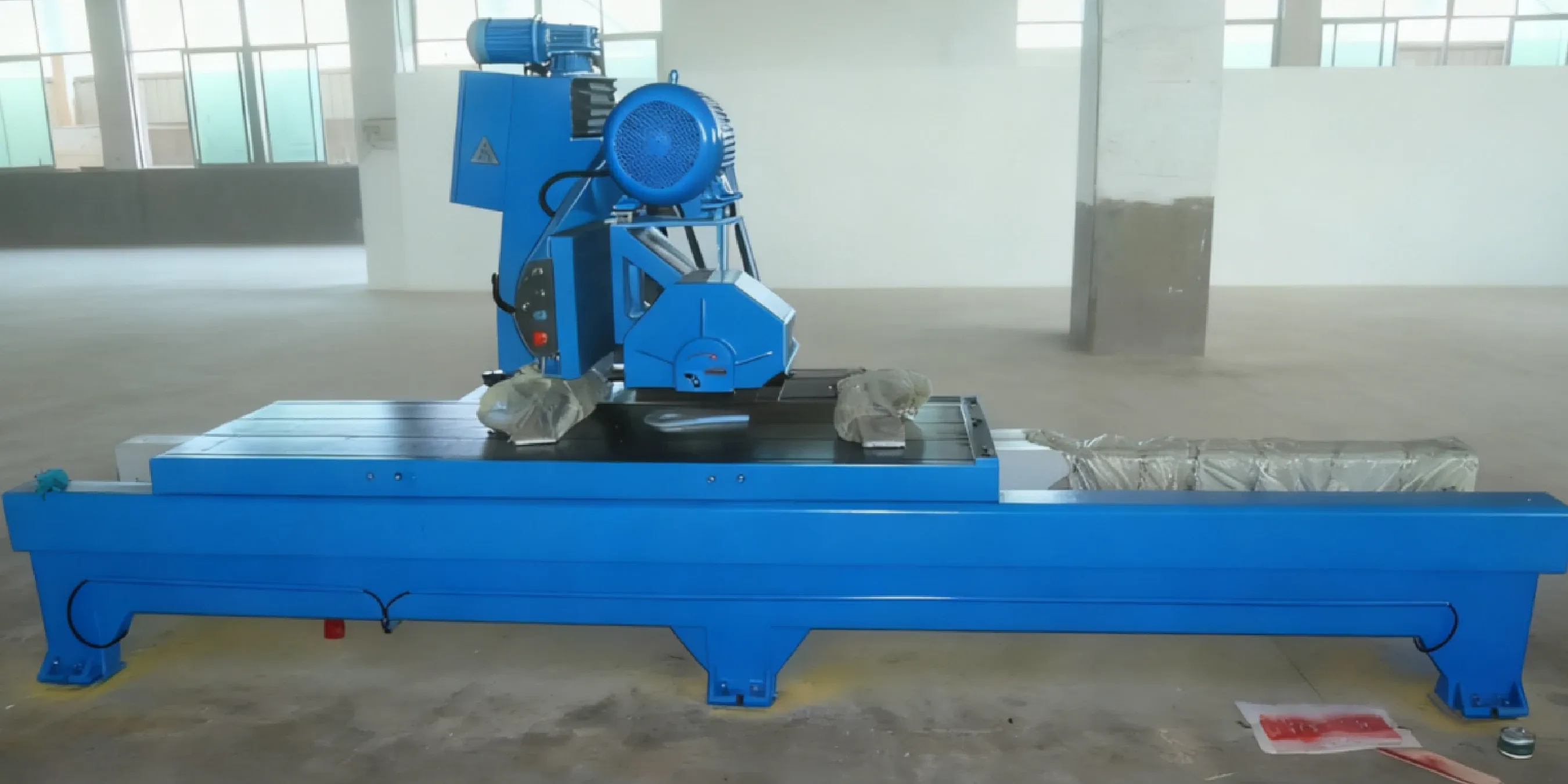
The SYQJ‑600 Manual Industrial Stone Cutting Machine is a precision edge‑cutting and 45° chamfering system combining a heavy‑duty cast‑iron frame, oil‑immersed guide rails, a tilting cutting head, and a rigid worktable. This robust architecture is the foundation of its performance, ensuring stability and minimizing vibration during operation.
For standard geometries like straight edges and 45° bevels, its simple, direct-control design minimizes setup time, avoids complex programming, and delivers consistent finishing at a lower Total Cost of Ownership (TCO). While CNC machines remain superior for complex curves and multi‑axis patterns, this manual cutter provides a faster and more economical path to production for the most common fabrication tasks.
Principles & Architecture
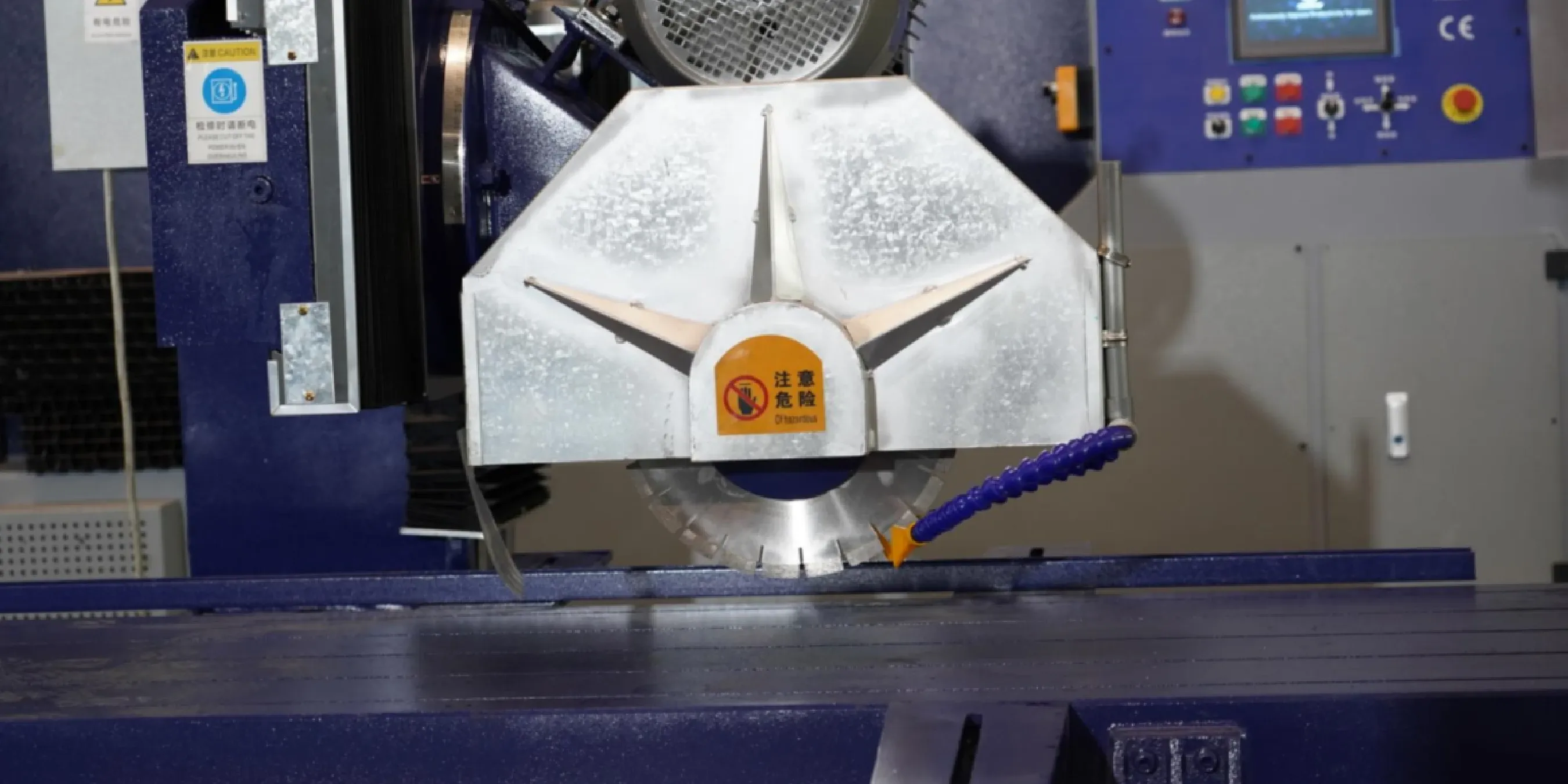
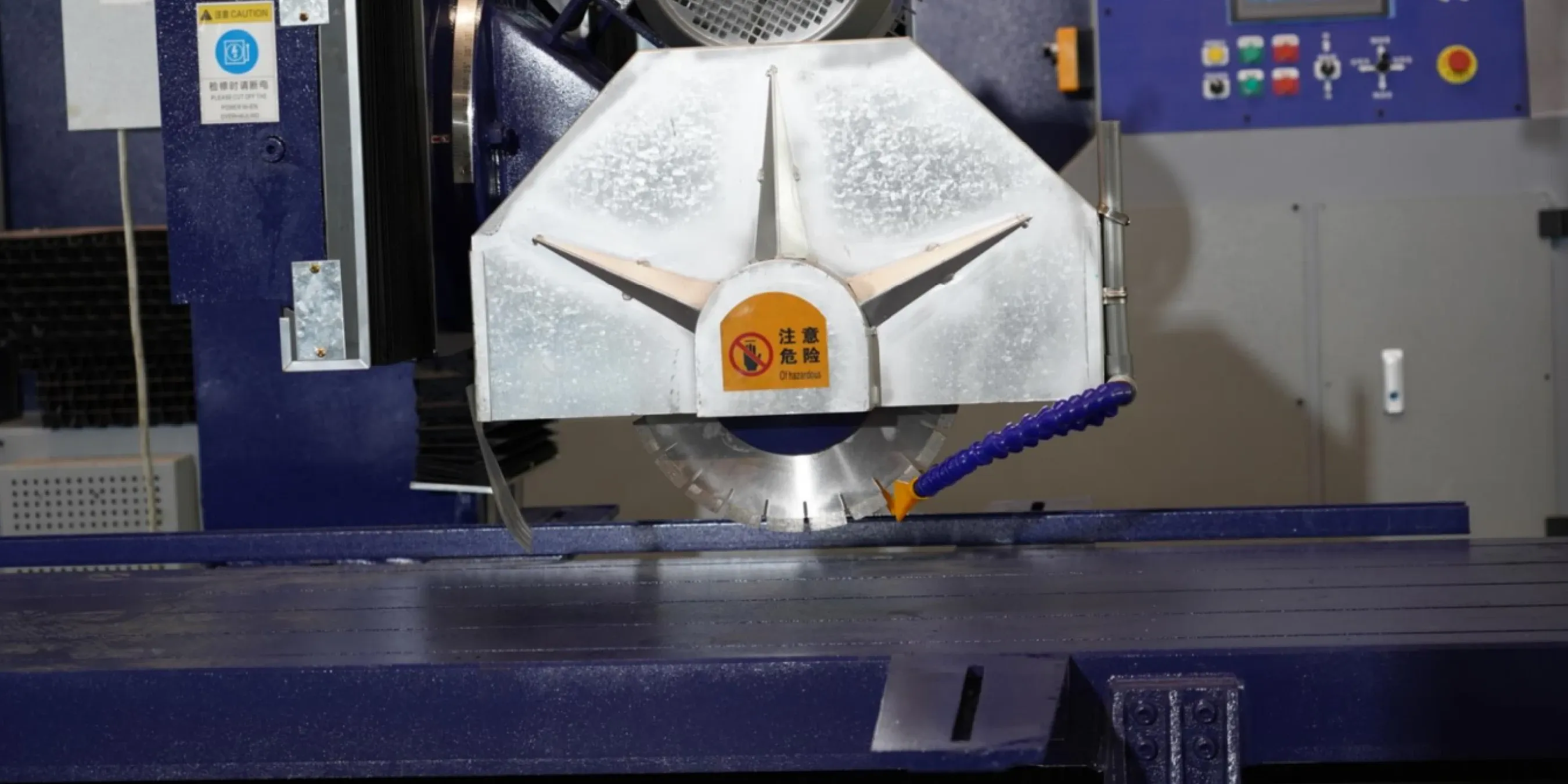
Power and Cutting Depth: The main motor drives the blade spindle, while the operator controls feed and depth. This manual control helps minimize blade deflection and ensures a clean cut by allowing real-time adjustments based on material feedback.
Angle Control: The cutting head assembly tilts and locks securely at a 45° angle. Before starting a batch, this angle must be calibrated with a precision gauge or digital protractor to guarantee consistency across all pieces.
Water Cooling and Dust Suppression: A continuous water circuit, delivering 2–3 m³/h, cools the blade to prevent thermal damage and suppresses respirable crystalline silica dust. This is critical for protecting both the operator and the quality of the cut edge.
Data Flow: The operational data flow is straightforward: the operator sets the RPM, adjusts the feed rate, and monitors the cooling flow. These parameters are adjusted based on material hardness and slab thickness to optimize performance.
Manual Industrial Stone Cutting Machine Core Technical Advantages
The machine's design delivers three key advantages: precision, control, and rapid deployment.
Precision
The massive cast-iron frame and oil-immersed guide rails absorb vibration, improving the repeatability and finish of each cut.
Control
An intuitive control panel with repeatable depth stops and a secure angle lock makes standard jobs faster and less prone to operator error.
Deployment & O&M
With fewer electronic components, the maintenance window is short. It can be put into production for standard cuts and chamfers much faster than automated alternatives.
Neutral Comparison: Manual vs. Other Technologies
Technology
When to Choose
When Not to Choose
Manual Cutter (This Product)
Straight cuts & 45° chamfers on small-to-medium batches. Wins on speed, cost, and flexibility for simple jobs.
Complex curves, high-volume automation, or multi-axis patterns.
Waterjet / Band Saw
Waterjets for intricate, custom shapes and multi-material cutting. Band saws can handle rough curves.
Standard straight edges and chamfers, where the manual cutter delivers a superior surface finish more efficiently.
Waterjet / Band Saw
Waterjets are for intricate, custom shapes and multi-material cutting. Band saws can handle rough curves.
Standard straight edges and chamfers, where the manual cutter delivers a superior surface finish more efficiently.
Automatic Bridge Saw (CNC/PLC)
High-volume production, intricate designs, and perfect repeatability. Ideal for nested cutting to maximize slab yield.
Quick, one-off straight cuts where programming time and higher operating costs are not justified.
Components & Parameter Ranges
The following specifications are manufacturer-reported and define the machine's operational envelope.
Main Motor Power
7.5–11 / 15 / 18.5 kW (manufacturer-reported)
Blade Diameter
Φ350–Φ600 mm
Worktable Size
2700×800 / 3000×800 mm (approx. 106×31 / 118×31 in)
Max Cutting Size
2500×1200×180 / 3000×1200×180 mm (approx. 98×47×7 / 118×47×7 in)
Water Consumption
2–3 m³/h
Approximate Weight
1.8–2.5 t
Voltage
Three-phase, configurable per region and customer requirements (e.g., 380V/440V)
Manual Industrial Stone Cutting Machine Common Failures & Mitigation Strategies
Edge Chipping :
- Symptom: Micro-cracks and notches along the cut edge.
- Cause: Dull blade, excessive feed rate, or workpiece vibration.
- Diagnosis: Inspect the blade for wear and check that the worktable is level.
- Resolution: Replace the blade with a fine-tooth or appropriate grit model, reduce the feed rate, securely clamp the workpiece, and increase water flow.
Angle Deviation :
- Symptom: Inconsistent chamfer angles.
- Cause: Insufficiently tightened angle lock or contaminated guide rails.
- Resolution: Re-calibrate and securely tighten the 45° lock. Clean and lubricate the guide rails. Always perform a test cut before starting a new batch.
Thermal Cracking :
- Symptom: Fine cracks appearing at the cut line.
- Cause: Insufficient cooling or attempting to cut dry.
- Resolution: Ensure a continuous water flow of 2–3 m³/h covers the cutting zone. For very hard materials, reduce the cutting speed and use multiple shallow passes.
Special Case - Slate: Due to its high brittleness, slate requires a fine-grit blade, a slow feed rate, and a perfectly level, securely clamped setup. If chipping persists, an infrared bridge saw may be a better alternative.
Compatibility & Starting Parameters
While primarily a manual machine, the SYQJ-600 can be integrated with basic workshop systems.
Interfaces: Basic status-monitoring with workshop PLC/drives/safety circuits is possible (e.g., via OPC UA/Profinet, where applicable). Contact our team for details.
Clamping/Fixtures: Using positioning jigs and mechanical clamps significantly improves repeatability. For batch chamfering, mechanical limit stops and angle gauges are highly recommended.
Starting Settings by Work Condition
Soft Stone
For limestone/sandstone, use a fine-tooth blade, a gentle feed rate appropriate to the softness, and a water flow of 2–3 m³/h. Perform a test cut after angle calibration.
Hard Stone
For granite/quartzite, use a medium-to-coarse grit blade, a slow feed rate, and a water flow of 2–3 m³/h. Use multiple shallow passes to reduce thermal stress.
Thin Slabs
For backsplashes/panels, use a thin-kerf blade and a gentle feed rate. Follow a strict 45° calibration process and use full clamping to prevent vibration.
Frequently Asked Questions (FAQ)
Why is 45° chamfer control easier on this machine?
Tilting head with mechanical lock + rigid frame + repeatable stops deliver consistent bevels after calibration.
Context: Angle lock at 45° with gauge/digital‑protractor calibration; oil‑immersed rails reduce vibration.
Benefits: Higher repeatability, faster batch setup, less rework on chamfered edges.
Three-phase power, configurable per region and customer requirements (e.g., 380V/440V), installed by a qualified electrician with proper breakers/grounding.
Context: Industrial circuits must meet local codes; periodic cable/terminal inspections.




 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어 Nov 5, 20256 MIN READ
Nov 5, 20256 MIN READ

 English
English
